 首页
首页 飞语
飞语 我的
我的 反馈
反馈


600宽双砂板材拉丝机详细说明
发布时间:2019-10-10 14:31:56
600宽双砂板材拉丝机,*针对600mm以内的宽板拉丝、抛光处理。两组砂带流水线式拉丝,先粗磨,再细磨,效率高,品质稳定。可循环水磨拉丝可杜绝宽板材在拉丝过程中发热变形、烧伤,使拉丝纹路更均匀、清晰;还可防止灰尘外泄,无灰尘,给工人一个舒适无尘的工作环境;另外,水磨还可防止灰尘堵塞砂带,增加砂带的使用寿命。
一、 技术参数
二、 安装与调试
1.机床的安装与校平
①机床吊运时应注意安全,切不可滑落地面,防止机件因冲击而受损。
②机床应安装在平整坚固的水泥地板上,利用橡胶垫调节机床的水平精度。
③机床应安装在采光条件好的车间,而且机床与机床之间应有足够的安全距离,防止工件飞出伤及员工。
2.电源的接入
①本机所用电源为三相四线的交流电源,其电压380V,频率为50HZ。②连接好并进行可靠接地,确认接线无误后,检查机器是否漏电。
③开机检查输送方向和拉丝砂丝方向是否正确,若方向相反,调换三相电源进线中任意两相即可。
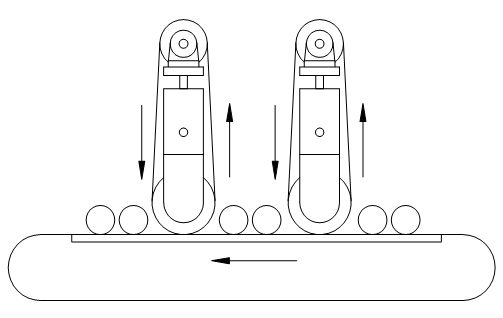 输送带及砂带运转方向
输送带及砂带运转方向
3.磨料的安装
①用户根据工件的品质要求合理的选择合适目数的砂带,砂带规格为1380×600;安装砂带时请用专用扳手将固定螺丝卸下,取出旧砂带换上新砂带,装砂带时请注意砂带箭头指向,如果反装砂带很容易断裂,同时砂光效果也不能保证。
②砂带如果磨损,请按以下程序更换。首先将顶紧气缸松开,然后卸下一边的支撑住。将砂带从左边取出。更换过程中请注意砂带不要刮到螺钉及其它锋利部件上。换好砂带后请依照刻度调节好水平位置及高度。
4.工件的调节
①将工件放至从动胶轮压制位置,用专用扳手调节从动胶轮位置直至全部接触工件,工件会在从动胶轮与输送带的作用下自动送料。
②开动输送系统,目测工件是否与砂带接触。
③工件与砂带的接触不能过紧,须开机后逐渐调节,以免损坏工件。
三、 质量分析
1. 横向波纹
①砂带接口不良,请选择接口良好的砂带更换。
②胶辊轴承损坏,更换轴承。
③胶轮表面跳动超差,修磨或更换胶轮。
2.工件表面闪光
①砂带太旧,无法达到砂削效果,请更换砂带。
②砂带胶轮磨损或失圆,请修磨胶轮或更换。
③从动送料轮跳动或失圆,请更换送料轮。
3.工件表面乱纹
①砂带胶轮跳动,请修磨或更换胶轮。
②从动送料轮松动或轴承间隙太大,检查或更换轴承。
4.工件未完全磨到
①砂带有些地方磨损,请更换砂带。
②工件弯曲或变形,请检查工件。
③胶轮弯曲或失圆,请修磨或更换胶轮。
5.工件表面有断纹
①砂带胶轮跳动,请修磨或更换胶轮。
②砂带接头不好,请更换砂带。
③升降滑块间隙过大,请调节滑块间隙。
四、维护与保养
正常的检查和维修保养是保证机器长期高效安全无障碍运行的前提,除需正确操作本机外,还需重视定期检查与维修工作。
1. 每次开机时应检查各运动部件联接是否牢固,输送带是否打滑跑偏,砂带是否跑偏,机器内有无异常响声,各传动配件如电机、减速机、胶辊轴承位置工作温度是否异常。供电、供气是否正常。以上部位出现异常,请立即停机检查并排除故障后才能使用机器。
2. 每交接班时应清理污垢及粉尘,特别是电机散热风扇内,要保持清洁,以免影响散热。
3. 轴承应定期加入润滑油,以提高轴承使用寿命。
4. 定期检查机器各零部件是否有松动、变形、断裂等现象,以确保机器的安全性,以免发生意外。
5. 定期检查线路是否有松动、氧化、破损现象,以免损坏电器及触电。
6. 如机器长时间不使用须污垢清理干净,并涂抹润滑油,以免腐蚀和生锈。
五、易损件
1.输送带:3500x580mm
2.轴 承:PA206(NSK) F208(NSK)
F207(NSK) F206(NSK)
3.皮 带:A1850 A950
一、 技术参数
| 机器名称 | 自动板材拉丝机双砂 |
| 机器型号 | CS-C360-2S |
| *大加工宽度 | 600mm |
| *小加工长度 | 300mm |
| 加工厚度 | 1-250mm |
| 砂带电机功率 | 7.5KW-4级 |
| 输送电机功率 | 3KW-4级(铝壳) |
| 输送减速箱型号 | RV75-1:60 |
| 升降电机功率 | 1.5KW-4级 |
| 水泵功率 | 0.125KW |
| 砂带规格 | 1380x600mm |
| 输送带规格 | 3100x580mm |
| 主砂带速度 | 850r/min |
| 外形尺寸(mm) | 长x宽x高=1400x1800x1700 |
| 重 量 | 约1500KG |
二、 安装与调试
1.机床的安装与校平
①机床吊运时应注意安全,切不可滑落地面,防止机件因冲击而受损。
②机床应安装在平整坚固的水泥地板上,利用橡胶垫调节机床的水平精度。
③机床应安装在采光条件好的车间,而且机床与机床之间应有足够的安全距离,防止工件飞出伤及员工。
2.电源的接入
①本机所用电源为三相四线的交流电源,其电压380V,频率为50HZ。②连接好并进行可靠接地,确认接线无误后,检查机器是否漏电。
③开机检查输送方向和拉丝砂丝方向是否正确,若方向相反,调换三相电源进线中任意两相即可。
3.磨料的安装
①用户根据工件的品质要求合理的选择合适目数的砂带,砂带规格为1380×600;安装砂带时请用专用扳手将固定螺丝卸下,取出旧砂带换上新砂带,装砂带时请注意砂带箭头指向,如果反装砂带很容易断裂,同时砂光效果也不能保证。
②砂带如果磨损,请按以下程序更换。首先将顶紧气缸松开,然后卸下一边的支撑住。将砂带从左边取出。更换过程中请注意砂带不要刮到螺钉及其它锋利部件上。换好砂带后请依照刻度调节好水平位置及高度。
4.工件的调节
①将工件放至从动胶轮压制位置,用专用扳手调节从动胶轮位置直至全部接触工件,工件会在从动胶轮与输送带的作用下自动送料。
②开动输送系统,目测工件是否与砂带接触。
③工件与砂带的接触不能过紧,须开机后逐渐调节,以免损坏工件。
三、 质量分析
1. 横向波纹
①砂带接口不良,请选择接口良好的砂带更换。
②胶辊轴承损坏,更换轴承。
③胶轮表面跳动超差,修磨或更换胶轮。
2.工件表面闪光
①砂带太旧,无法达到砂削效果,请更换砂带。
②砂带胶轮磨损或失圆,请修磨胶轮或更换。
③从动送料轮跳动或失圆,请更换送料轮。
3.工件表面乱纹
①砂带胶轮跳动,请修磨或更换胶轮。
②从动送料轮松动或轴承间隙太大,检查或更换轴承。
4.工件未完全磨到
①砂带有些地方磨损,请更换砂带。
②工件弯曲或变形,请检查工件。
③胶轮弯曲或失圆,请修磨或更换胶轮。
5.工件表面有断纹
①砂带胶轮跳动,请修磨或更换胶轮。
②砂带接头不好,请更换砂带。
③升降滑块间隙过大,请调节滑块间隙。
四、维护与保养
正常的检查和维修保养是保证机器长期高效安全无障碍运行的前提,除需正确操作本机外,还需重视定期检查与维修工作。
1. 每次开机时应检查各运动部件联接是否牢固,输送带是否打滑跑偏,砂带是否跑偏,机器内有无异常响声,各传动配件如电机、减速机、胶辊轴承位置工作温度是否异常。供电、供气是否正常。以上部位出现异常,请立即停机检查并排除故障后才能使用机器。
2. 每交接班时应清理污垢及粉尘,特别是电机散热风扇内,要保持清洁,以免影响散热。
3. 轴承应定期加入润滑油,以提高轴承使用寿命。
4. 定期检查机器各零部件是否有松动、变形、断裂等现象,以确保机器的安全性,以免发生意外。
5. 定期检查线路是否有松动、氧化、破损现象,以免损坏电器及触电。
6. 如机器长时间不使用须污垢清理干净,并涂抹润滑油,以免腐蚀和生锈。
五、易损件
1.输送带:3500x580mm
2.轴 承:PA206(NSK) F208(NSK)
F207(NSK) F206(NSK)
3.皮 带:A1850 A950