��������
 ��ҳ
��ҳ ����
���� �ҵ�
�ҵ� ����
����TM2101-T7������������
����ʱ�䣺2019-06-17 20:32:07
1TM2101-T7���������
1.1��Ҫ��;��ʹ�÷�Χ
�����ϵͳרΪ��������ѹ�������������ܲ�������������ơ������ڲⶨ���ֲ��������졢ѹ�������������С�˺�ѡ����롢���̵�״̬�µ���ѧ���ܼ��й�����������
1.2��Ҫ���������
�����ֱ�����1/100000������Ƶ��400��/�룻
�������ȣ�ʾֵ��±0.1%(20��100��FS)��
�����õ������������̣�200KG
��λ�Ʒֱ������ɻ�еϵͳ������������,һ��ɴ�0.001mm��
��λ�Ʋ������ȣ��DZ�ϵͳ����
�������ٶ�20mm/min��500mm/min��
������г̣�800mm
���ٶȾ��ȣ�ʾֵ±1% ���ڣ�
���ѡ���ʹ�ӡ������ӡ���Խ��������ȡ�㼴��ӡ���ܣ�
�ﵥ�����飬�ֶ�10��ͳ�ƣ����Զ�����ƽ��ֵ������ֵ���������롢˺�����飩��*��ɴ���5�飻
�ﵥλ�����л���������kN/N/kgf/gf/t/lbf��λ�ƣ�mm/cm/in��
���Զ���λ���ܣ�
����ر������ܿ��趨��
�ﶨ���ؼ���λ�Ƶȶ��ֲ��Է�����
1.5��۰�װ�ߴ�
2.����ָ��
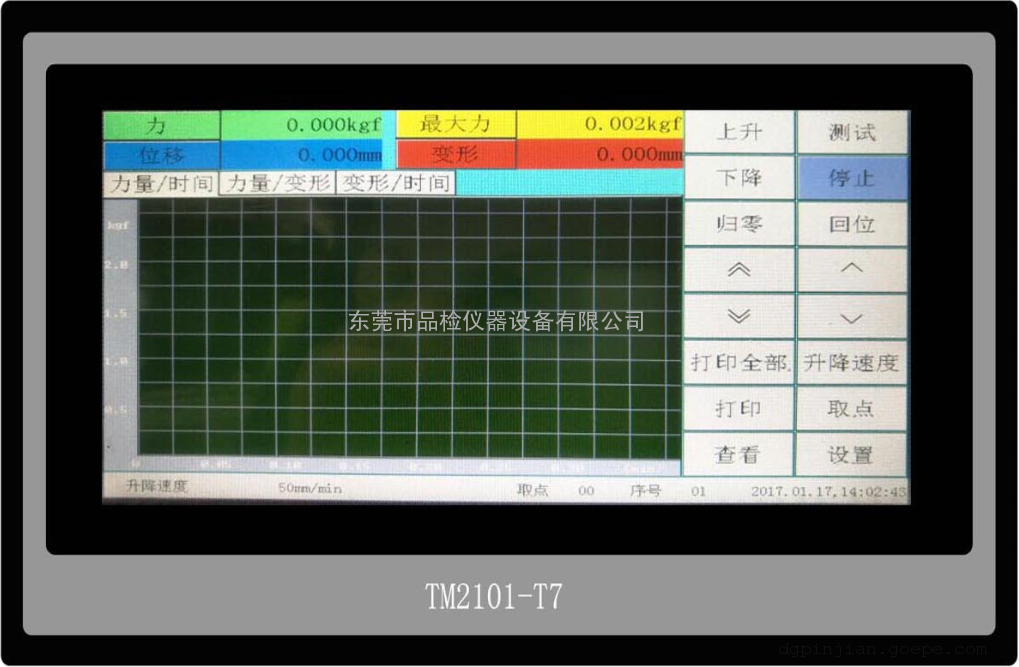
2.1������ֱ�ӽ�����Խ���
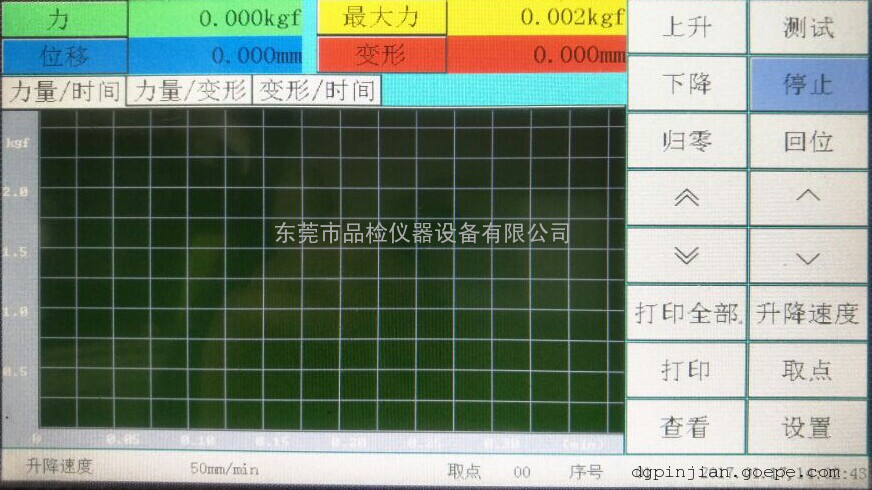 �ڲ��Խ���ʱ�İ�ť��Ӧ:
�ڲ��Խ���ʱ�İ�ť��Ӧ:
��ť“����” �����ƻ����������� ��
��ť“�½�” �����ƻ����½����� ��
��ť“����” ��ִ�в��ԣ�
��ť“ֹͣ” �������½������е���˰�ť����ֹͣ���У����Թ����е���˰�ť�������ԣ�
��ť“����” ��������*������λ�ơ����ε�ֵ���㣻
��ť“��λ” ��ʹ�����ع鵽*��һ�ΰ���”����”��ťʱ�̵�λ�ã���λ�����п���ʱ��“ֹͣ”��ťͣ���������ٴΰ�“��λ”��ť������λ��Ҳ�ɰ�“����”��ťͣ��������“����”��ťͣ�����ٰ�“��λ”��ť�������ٻ�λ�ˣ���Ϊ����“����”��ťʱ�����ж��ѻ�λ��ɣ����Ի���ֹͣ���ٻ�λ��
��ť“ �� ” ���綯������������ס���Ż��������������ɿ�����ֹͣ�����ٶ���“������Ϣ2”��������ã�
��ť“ �� ” ���綯�����½�����ס���Ż��������½����ɿ�����ֹͣ�����ٶ���“������Ϣ2”��������ã�
��ť“ �� ” ���綯������������ס���Ż��������������ɿ�����ֹͣ�����ٶ���“������Ϣ2”��������ã�
��ť“ �� ” ���綯�����½�����ס���Ż��������½����ɿ�����ֹͣ�����ٶ���“������Ϣ2”��������ã�
��ť“��ӡ” ����ӡ��ǰ*����ֵ������ֵ��
��ť“��ӡȫ��” ����ӡ���Խ����
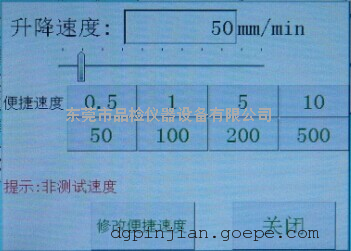
��ť“�����ٶ�” �����������½����ٶȣ�
��ť“ȡ��” �����Թ����а��˰�ťִ���ֶ�ȡ�㣻
��ť“�鿴” ��������Խ���鿴���棻
��ť“����” ���������ǰ������Ϣ����Է������ý��棻
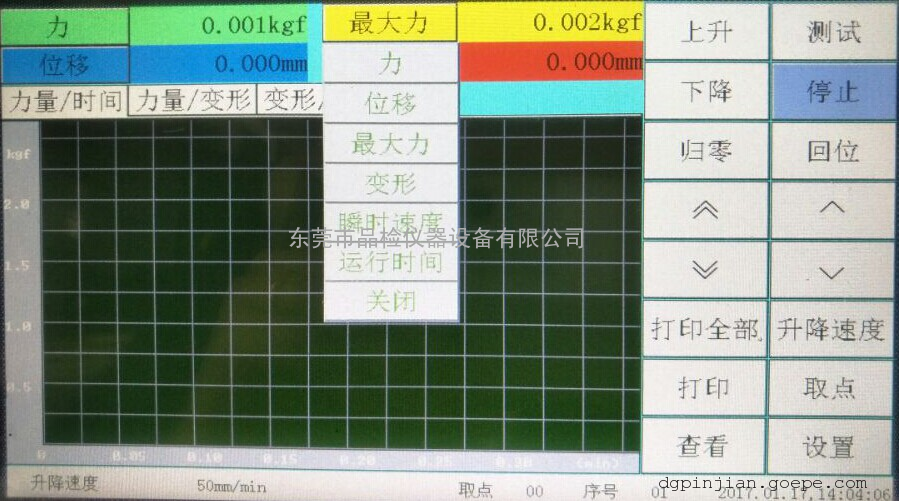
��ť“��”��“*����”��“λ��”��“����”�� �����4��ť����ѡ��ť���ı����л�ʵʱ��ʾ����Ҫ��ʾ����Ŀ������ͼ��
 2.2������Ϣ
2.2������Ϣ
 1.����ǿ�ȵ�λ���л�����ǿ�ȵ�λ����:MPa,kPa,kgf/mm2,kgf/cm2,N/mm2,N/cm2,N/m2,gf/mm2,gf/cm2,psi,ldf/in2�ȣ�
1.����ǿ�ȵ�λ���л�����ǿ�ȵ�λ����:MPa,kPa,kgf/mm2,kgf/cm2,N/mm2,N/cm2,N/m2,gf/mm2,gf/cm2,psi,ldf/in2�ȣ�
2.˺��ǿ�ȵ�λ���л�����ǿ�ȵ�λ���У�N/mm,N/cm,N/m,kN/m,kgf/mm,kgf/cm,kgf/m,gf/mm,gf/cm,lbf/in,klbf/in�ȣ�
3.������� ��������������ţ�
4.������״ ��������������״����“����”��“Բ��”��ѡ��
5.��� �����õ�ǰ�����ı�ࣻ
6.���� �����õ�ǰ�����Ŀ��ȣ�
7.��� �����õ�ǰ�����ĺ�ȣ�
��ť“���¸���” ������˰�ť����ǰ��ŵ������������ݸ������������л����ʱ�����Ƶ�������������ճ�������л���ŵ��������ϣ�
��ť“Ĭ������” ���ָ��������ò������������ã�
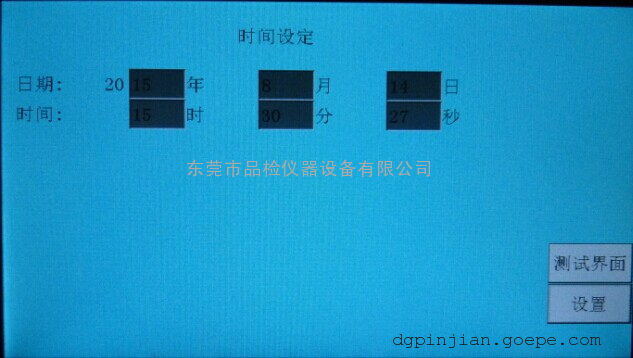
��ť“ʱ���趨” ������ϵͳʱ�䣬����ͼ��
 ��ť“У” �������������УУ���棻
��ť“У” �������������УУ���棻
��ť“�汾��Ϣ”���鿴�汾��Ϣ��
��ť“��ҳ”�����Ϸ�ҳ��
��ť“��ҳ”�����·�ҳ��
��ť“���Խ���”���ص�������ҳ�档
2.3������Ϣ
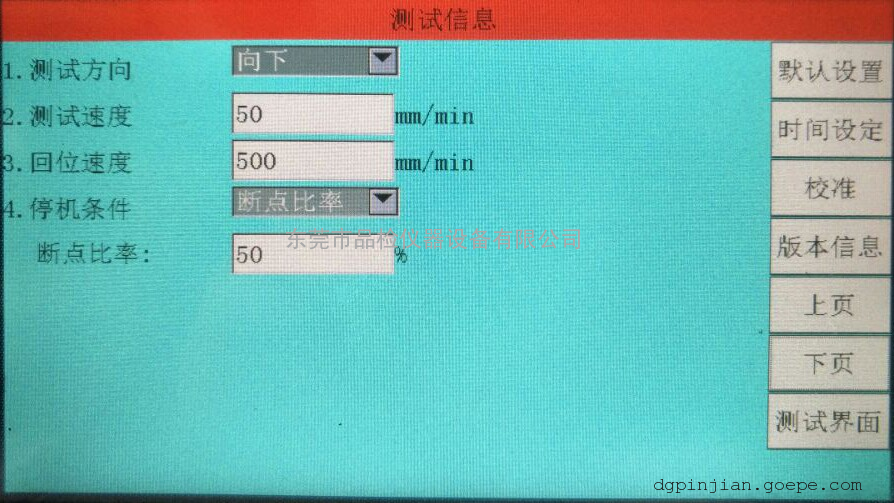 1.���Է��� �����ò���ʱ���������߷�����“����”��“�½�”��ѡ��
1.���Է��� �����ò���ʱ���������߷�����“����”��“�½�”��ѡ��
2.�����ٶ� �����ò���ʱ�����������ٶȣ�
3.��λ�ٶ� �����û�����λʱ�������ٶȣ�
4.ͣ������ �����û������Խ�����ͣ����������“�����ﵽ”��“���δﵽ”��“�ϵ����”��ѡ��
��ͣ������Ϊ“�����ﵽ”�����������ﵽ��ֵΪ1kgf��������ʱ��ﵽ��ֵΪ1minʱ������������1kg����1min��“��ѹ”��“����”���ܣ������������ﵽ��ֵΪ1kgf��������ʱ��ﵽ��ֵΪ0minʱ�����Dz�����������1kg������ɣ������ﵽ����ϵ��������ֵ�ﵽ�趨��ֵ���Դ�ϵ��ʱ����ʼ���٣�100%������������*Сϵ�����������ٶȴﵽ*���ٶȳ��Դ�ϵ��ʱ��ֹͣ���٣������*���ٶȳ��Դ�ϵ�����ڻ���ڲ����ٶ�ʱ�����Բ����ٶ������٣��൱�ڲ���������
��ͣ������Ϊ“���δﵽ”�����ñ��δﵽ��ֵΪ50mmʱ�����Dz����б��ε�50mm������ɣ����δﵽ����ϵ����������ֵ�ﵽ�趨����ֵ���Դ�ϵ��ʱ����ʼ���٣�100%������������*Сϵ�����������ٶȴﵽ*���ٶȳ��Դ�ϵ��ʱ��ֹͣ���٣������*���ٶȳ��Դ�ϵ�����ڻ���ڲ����ٶ�ʱ�����Բ����ٶ������٣��൱�ڲ���������
��ͣ������Ϊ“�ϵ����”�����öϵ���ʵ�ֵΪ50%ʱ�����Dz����еĵ�ǰ��ֵ�½���*����ֵ��50%ʱ�ж�Ϊ�������ѣ�������ɡ�
2.4������Ϣ��1��
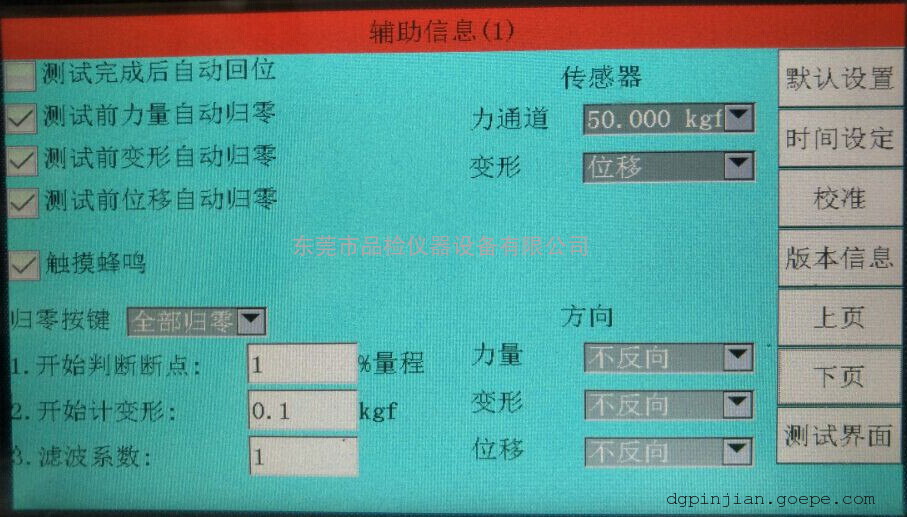 ������������ѡ����������
������������ѡ����������
���㰴�� ��ѡ�����������“����”��ť��ģʽ����“ȫ������”��“������”��ѡ��
1.��ʼ�ж϶ϵ㣺������Ե���ֵ�ﵽ������õ�����ֵʱ�����ж�ͣ�������еĶϵ���ʣ�ע�⣺������ֵһ������Ϊ��ֵ���������̵�1%�Ƚ��ʺϣ�����̫�����ֲ�Ʒ�Ѿ����ѻ�����û�������Ի������е�״����Ҳ��������̫С������̫С����ֵ�����ϴ��Ҳ�������ֵ�ﵽ���õ�����ֵʱ���ͻ���ֻ�����һ���о�ͣ����״����
2.��ʼ�Ʊ��Σ�������Ե���ֵ�ﵽ������õ�����ֵʱ�����������ԣ�ע�⣺������ֵ�������Ϊ0�Ļ�������ֻ�û�Ӵ���������Ͼ�����ԣ�����������������Ľ���Ǵ���ģ�������ֵҲ�������ù���һ����ݱ�����ϵIJ�������Ϊ��ֵ���������̵�0.1%-1%֮��Ƚ��ʺϣ�
3.�˲�ϵ���������˲�ϵ����ֵ��
����������ͨ������ѡ������������ͨ����
�����������Σ���ѡ����δ���������“λ��”��“���쳤�ƣ�Ҳ�д���Σ�”��“��������ƣ�Ҳ��С���Σ�”��ѡ��
�������������ı���ֵ����
�����Σ����ı���η���
����λ�ƣ����ı�λ�Ʒ���
2.5������Ϣ��2��
 1.��С��λ�� ��������ֵС�������ʾ��λ����
1.��С��λ�� ��������ֵС�������ʾ��λ����
2.����λ ���л���ֵ��λ����“kgf”��“N”��“lbf”��“gf”��“KN”��“t”��ѡ��
3.���ε�λ���л����ε�λ����“mm”��“cm”��“in”��ѡ��
4.���ԣ��л�������ʾ����“English”��“����”��ѡ��
5.��������������ֵ������
6.�綯���٣����ò���������“�綯����”���ٶȣ�
7.�綯���٣����ò���������“�綯����”���ٶȣ�
8.��λ����ϵ������λʱ���г�С�ڸ�����ֵʱ��ʼ�Զ����٣���ֹλ�ƹ��壻
9.��λ�ȴ������û�λǰ�ȴ�ʱ�䣻
2.6�Զ�ȡ������
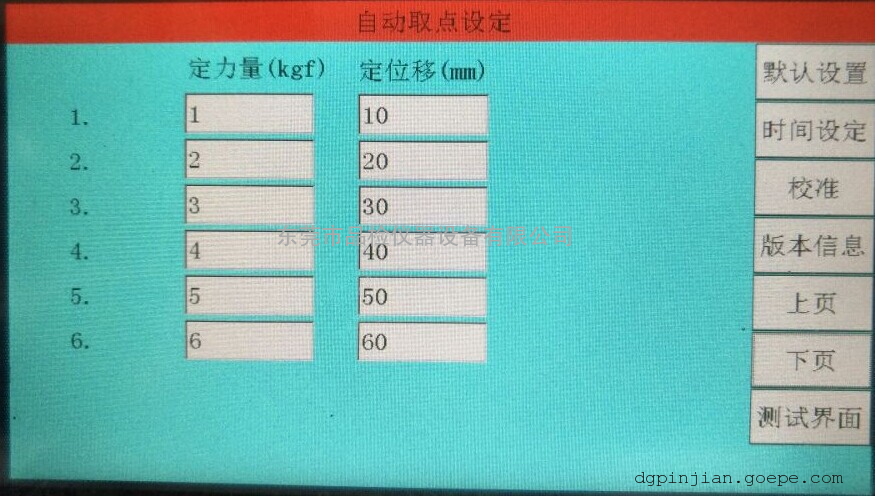 ���ö���������λ���Զ�ȡ��
���ö���������λ���Զ�ȡ��
2.7�鿴����
 ��ť“��ӡ��” ����ӡ��ǰѡ���飻
��ť“��ӡ��” ����ӡ��ǰѡ���飻
��ť“��ӡȫ��” ����ӡ��ǰ�鿴��ȫ�������
��ť“ȡ�㴰��” ���鿴�ֶ�ȡ�㴰�ڣ�
��ť“����” ��ѡ��һ����Խ�������ƣ�
��ť“����” ��ѡ��һ����Խ�������ƣ�
��ť“ɾ��” ��ɾ����ѡ�еĵIJ��Խ����
��ť“ȫ��ɾ��” ��ɾ�����в��Խ����
��ť“���Խ���” �����ز�����ҳ�棻
2.8���Խ��
 ��ѡ�Ƿ��ڲ��Խ������ʾ��
��ѡ�Ƿ��ڲ��Խ������ʾ��
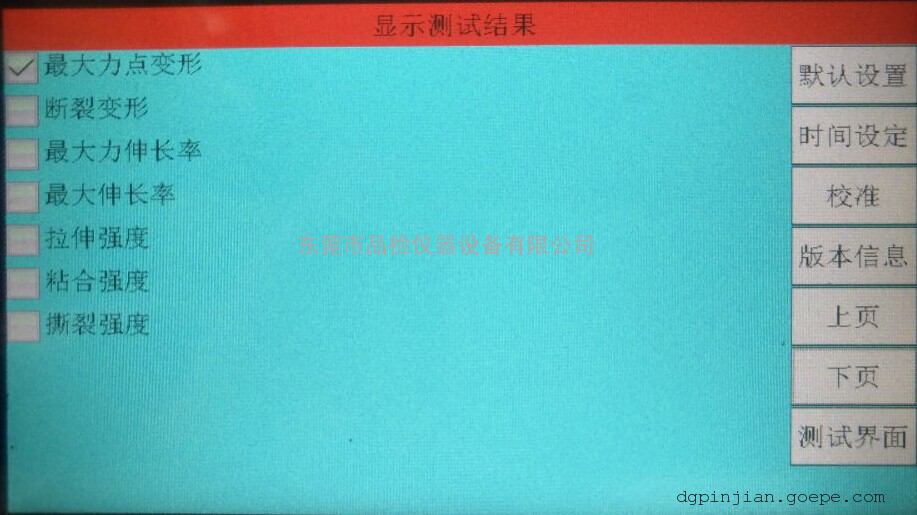
2.9��ʾ�Զ�ȡ����

��ѡ�Ƿ��ڲ��Խ������ʾ�Զ�ȡ��Ľ����
3. У
3.1��������
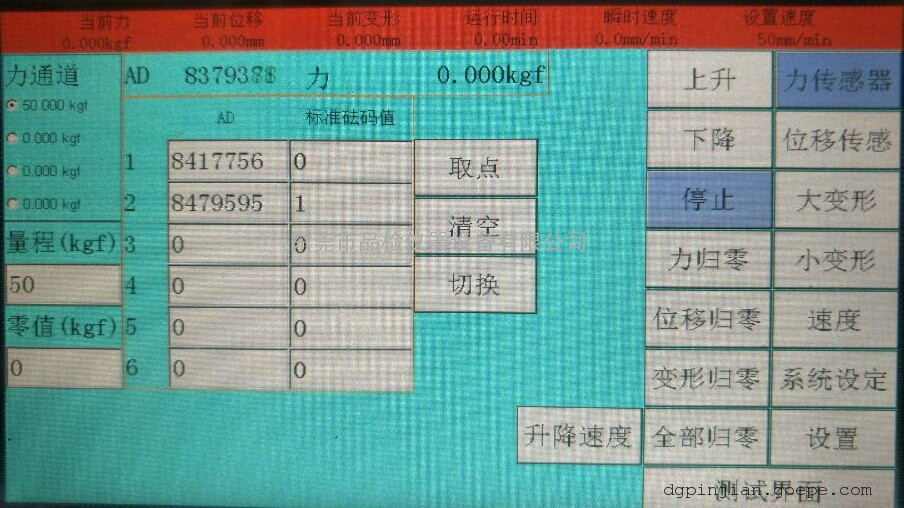
���⣬������У�õĻ���*���ܽ�У���ݣ���ͼ��У�����е����ݣ���¼��������������Ժ��ʹ�ù��������������У���ݣ�ֻ�轫��¼�������������뼴�ɻָ������������������������У��У��
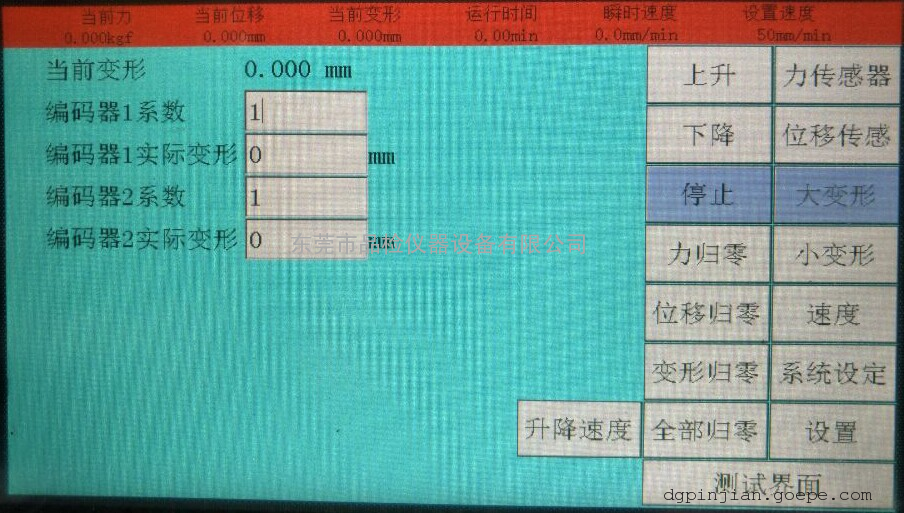
3.2λ�ƴ�����
 1. ���“λ�ƹ���”��ť����“��ǰλ��”���㣻
1. ���“λ�ƹ���”��ť����“��ǰλ��”���㣻
2. ���“����”��“�½�”��ť�û�̨����һ�����룬�ó߲������˾��룻
3. ������������������“ʵ��λ��”����ķ����ڣ�
4. �ظ�1-2�����鿴��̨�г�ֵ�Ƿ���������ʾ�ĵ�ǰλ��ֵ��ȣ�����ȣ����λ�ƴ�����У����֮�����5����
5. �ظ�1-3����ֱ����������̨�г̵�ֵ��“��ǰλ��”��ֵ���Ϊֹ��
3.3���쳤�ƣ�����Σ�
 ���쳤��У����Ҫ��“������Ϣ��1��”�еı��δ������л���“���쳤��”ģʽ��У����ͬλ�ƴ�����У��
���쳤��У����Ҫ��“������Ϣ��1��”�еı��δ������л���“���쳤��”ģʽ��У����ͬλ�ƴ�����У��
3.4��������ƣ�С���Σ�
 ���������У����Ҫ��“������Ϣ��1��”�еı��δ������л���“���������”ģʽ��У����ͬ��������У��
���������У����Ҫ��“������Ϣ��1��”�еı��δ������л���“���������”ģʽ��У����ͬ��������У��
3.5�ٶ�
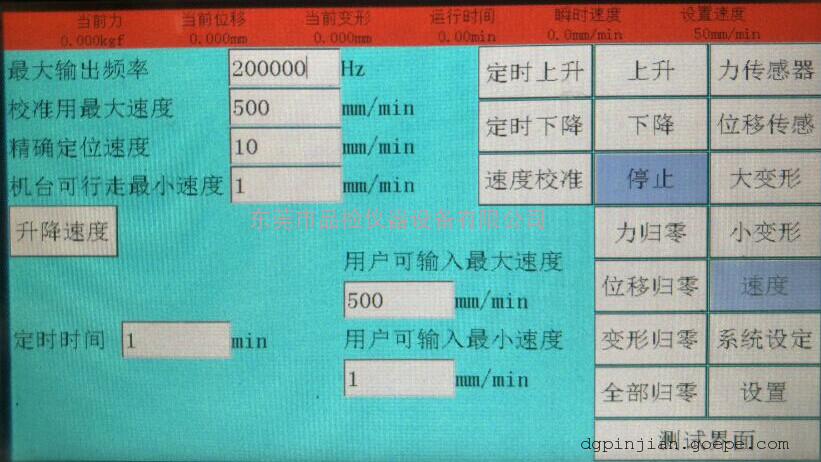 У��̨�ٶ�ǰ����Уλ�ƴ����������û��Уλ�ƣ��ٶ���У���ġ�
У��̨�ٶ�ǰ����Уλ�ƴ����������û��Уλ�ƣ��ٶ���У���ġ�
��ť“�����ٶ�”����У��“����”��“�½�”���ٶȣ�����ͼ��
1. ��λ����У��ǰ���£��ڵ�ǰѡ�������岿�֣�Ĭ�ϸ���“У��*���ٶ�”һ��ֵ500mm/min,�����ť“ȫ������”��
2. ���ŵ����ٶ�����ֱ������“�����ٶ�”��������һ���ٶȣ�
3. �����ť“����”��“�½�”���û�������һ�ξ������“ֹͣ”��ť�û���ͣ������
4. ���ŵ����ť“�ٶ�У”������˰�ť��“У��*���ٶ�”��ֵ�������ı䣬����ٶ�У��
5. �ظ�1-4����ֱ���ٶ�ȷΪֹ��
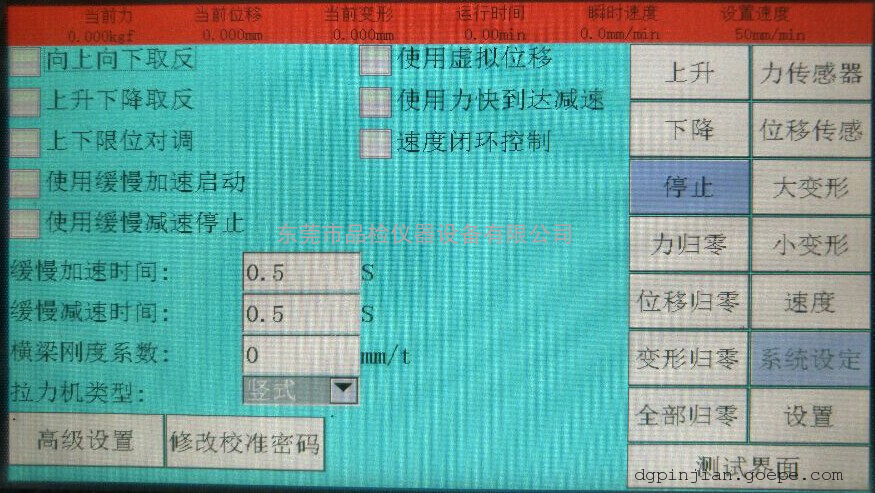
3.6ϵͳ�趨

1.1��Ҫ��;��ʹ�÷�Χ
�����ϵͳרΪ��������ѹ�������������ܲ�������������ơ������ڲⶨ���ֲ��������졢ѹ�������������С�˺�ѡ����롢���̵�״̬�µ���ѧ���ܼ��й�����������
1.2��Ҫ���������
�����ֱ�����1/100000������Ƶ��400��/�룻
�������ȣ�ʾֵ��±0.1%(20��100��FS)��
�����õ������������̣�200KG
��λ�Ʒֱ������ɻ�еϵͳ������������,һ��ɴ�0.001mm��
��λ�Ʋ������ȣ��DZ�ϵͳ����
�������ٶ�20mm/min��500mm/min��
������г̣�800mm
���ٶȾ��ȣ�ʾֵ±1% ���ڣ�
���ѡ���ʹ�ӡ������ӡ���Խ��������ȡ�㼴��ӡ���ܣ�
�ﵥ�����飬�ֶ�10��ͳ�ƣ����Զ�����ƽ��ֵ������ֵ���������롢˺�����飩��*��ɴ���5�飻
�ﵥλ�����л���������kN/N/kgf/gf/t/lbf��λ�ƣ�mm/cm/in��
���Զ���λ���ܣ�
����ر������ܿ��趨��
�ﶨ���ؼ���λ�Ƶȶ��ֲ��Է�����
1.5��۰�װ�ߴ�
2.����ָ��
2.1������ֱ�ӽ�����Խ���
��ť“����” �����ƻ����������� ��
��ť“�½�” �����ƻ����½����� ��
��ť“����” ��ִ�в��ԣ�
��ť“ֹͣ” �������½������е���˰�ť����ֹͣ���У����Թ����е���˰�ť�������ԣ�
��ť“����” ��������*������λ�ơ����ε�ֵ���㣻
��ť“��λ” ��ʹ�����ع鵽*��һ�ΰ���”����”��ťʱ�̵�λ�ã���λ�����п���ʱ��“ֹͣ”��ťͣ���������ٴΰ�“��λ”��ť������λ��Ҳ�ɰ�“����”��ťͣ��������“����”��ťͣ�����ٰ�“��λ”��ť�������ٻ�λ�ˣ���Ϊ����“����”��ťʱ�����ж��ѻ�λ��ɣ����Ի���ֹͣ���ٻ�λ��
��ť“ �� ” ���綯������������ס���Ż��������������ɿ�����ֹͣ�����ٶ���“������Ϣ2”��������ã�
��ť“ �� ” ���綯�����½�����ס���Ż��������½����ɿ�����ֹͣ�����ٶ���“������Ϣ2”��������ã�
��ť“ �� ” ���綯������������ס���Ż��������������ɿ�����ֹͣ�����ٶ���“������Ϣ2”��������ã�
��ť“ �� ” ���綯�����½�����ס���Ż��������½����ɿ�����ֹͣ�����ٶ���“������Ϣ2”��������ã�
��ť“��ӡ” ����ӡ��ǰ*����ֵ������ֵ��
��ť“��ӡȫ��” ����ӡ���Խ����
��ť“�����ٶ�” �����������½����ٶȣ�
��ť“ȡ��” �����Թ����а��˰�ťִ���ֶ�ȡ�㣻
��ť“�鿴” ��������Խ���鿴���棻
��ť“����” ���������ǰ������Ϣ����Է������ý��棻
��ť“��”��“*����”��“λ��”��“����”�� �����4��ť����ѡ��ť���ı����л�ʵʱ��ʾ����Ҫ��ʾ����Ŀ������ͼ��
2.˺��ǿ�ȵ�λ���л�����ǿ�ȵ�λ���У�N/mm,N/cm,N/m,kN/m,kgf/mm,kgf/cm,kgf/m,gf/mm,gf/cm,lbf/in,klbf/in�ȣ�
3.������� ��������������ţ�
4.������״ ��������������״����“����”��“Բ��”��ѡ��
5.��� �����õ�ǰ�����ı�ࣻ
6.���� �����õ�ǰ�����Ŀ��ȣ�
7.��� �����õ�ǰ�����ĺ�ȣ�
��ť“���¸���” ������˰�ť����ǰ��ŵ������������ݸ������������л����ʱ�����Ƶ�������������ճ�������л���ŵ��������ϣ�
��ť“Ĭ������” ���ָ��������ò������������ã�
��ť“ʱ���趨” ������ϵͳʱ�䣬����ͼ��
��ť“�汾��Ϣ”���鿴�汾��Ϣ��
��ť“��ҳ”�����Ϸ�ҳ��
��ť“��ҳ”�����·�ҳ��
��ť“���Խ���”���ص�������ҳ�档
2.3������Ϣ
2.�����ٶ� �����ò���ʱ�����������ٶȣ�
3.��λ�ٶ� �����û�����λʱ�������ٶȣ�
4.ͣ������ �����û������Խ�����ͣ����������“�����ﵽ”��“���δﵽ”��“�ϵ����”��ѡ��
��ͣ������Ϊ“�����ﵽ”�����������ﵽ��ֵΪ1kgf��������ʱ��ﵽ��ֵΪ1minʱ������������1kg����1min��“��ѹ”��“����”���ܣ������������ﵽ��ֵΪ1kgf��������ʱ��ﵽ��ֵΪ0minʱ�����Dz�����������1kg������ɣ������ﵽ����ϵ��������ֵ�ﵽ�趨��ֵ���Դ�ϵ��ʱ����ʼ���٣�100%������������*Сϵ�����������ٶȴﵽ*���ٶȳ��Դ�ϵ��ʱ��ֹͣ���٣������*���ٶȳ��Դ�ϵ�����ڻ���ڲ����ٶ�ʱ�����Բ����ٶ������٣��൱�ڲ���������
��ͣ������Ϊ“���δﵽ”�����ñ��δﵽ��ֵΪ50mmʱ�����Dz����б��ε�50mm������ɣ����δﵽ����ϵ����������ֵ�ﵽ�趨����ֵ���Դ�ϵ��ʱ����ʼ���٣�100%������������*Сϵ�����������ٶȴﵽ*���ٶȳ��Դ�ϵ��ʱ��ֹͣ���٣������*���ٶȳ��Դ�ϵ�����ڻ���ڲ����ٶ�ʱ�����Բ����ٶ������٣��൱�ڲ���������
��ͣ������Ϊ“�ϵ����”�����öϵ���ʵ�ֵΪ50%ʱ�����Dz����еĵ�ǰ��ֵ�½���*����ֵ��50%ʱ�ж�Ϊ�������ѣ�������ɡ�
2.4������Ϣ��1��
���㰴�� ��ѡ�����������“����”��ť��ģʽ����“ȫ������”��“������”��ѡ��
1.��ʼ�ж϶ϵ㣺������Ե���ֵ�ﵽ������õ�����ֵʱ�����ж�ͣ�������еĶϵ���ʣ�ע�⣺������ֵһ������Ϊ��ֵ���������̵�1%�Ƚ��ʺϣ�����̫�����ֲ�Ʒ�Ѿ����ѻ�����û�������Ի������е�״����Ҳ��������̫С������̫С����ֵ�����ϴ��Ҳ�������ֵ�ﵽ���õ�����ֵʱ���ͻ���ֻ�����һ���о�ͣ����״����
2.��ʼ�Ʊ��Σ�������Ե���ֵ�ﵽ������õ�����ֵʱ�����������ԣ�ע�⣺������ֵ�������Ϊ0�Ļ�������ֻ�û�Ӵ���������Ͼ�����ԣ�����������������Ľ���Ǵ���ģ�������ֵҲ�������ù���һ����ݱ�����ϵIJ�������Ϊ��ֵ���������̵�0.1%-1%֮��Ƚ��ʺϣ�
3.�˲�ϵ���������˲�ϵ����ֵ��
����������ͨ������ѡ������������ͨ����
�����������Σ���ѡ����δ���������“λ��”��“���쳤�ƣ�Ҳ�д���Σ�”��“��������ƣ�Ҳ��С���Σ�”��ѡ��
�������������ı���ֵ����
�����Σ����ı���η���
����λ�ƣ����ı�λ�Ʒ���
2.5������Ϣ��2��
2.����λ ���л���ֵ��λ����“kgf”��“N”��“lbf”��“gf”��“KN”��“t”��ѡ��
3.���ε�λ���л����ε�λ����“mm”��“cm”��“in”��ѡ��
4.���ԣ��л�������ʾ����“English”��“����”��ѡ��
5.��������������ֵ������
6.�綯���٣����ò���������“�綯����”���ٶȣ�
7.�綯���٣����ò���������“�綯����”���ٶȣ�
8.��λ����ϵ������λʱ���г�С�ڸ�����ֵʱ��ʼ�Զ����٣���ֹλ�ƹ��壻
9.��λ�ȴ������û�λǰ�ȴ�ʱ�䣻
2.6�Զ�ȡ������
2.7�鿴����
��ť“��ӡȫ��” ����ӡ��ǰ�鿴��ȫ�������
��ť“ȡ�㴰��” ���鿴�ֶ�ȡ�㴰�ڣ�
��ť“����” ��ѡ��һ����Խ�������ƣ�
��ť“����” ��ѡ��һ����Խ�������ƣ�
��ť“ɾ��” ��ɾ����ѡ�еĵIJ��Խ����
��ť“ȫ��ɾ��” ��ɾ�����в��Խ����
��ť“���Խ���” �����ز�����ҳ�棻
2.8���Խ��
2.9��ʾ�Զ�ȡ����
��ѡ�Ƿ��ڲ��Խ������ʾ�Զ�ȡ��Ľ����
3. У
3.1��������
- �����Ͻ�ѡ�����ҪУ��ͨ����*������У“���”�����ȵ��“���”��ť����У���ݱ����е�������գ�Ȼ����“������”��ť��ʹ���������������κθ���,Ȼ��“ȡ��”��ť����У����*����“���”��
- ��ʱ�������������Ϸ������벢��“У���ݱ���”�еڶ��еڶ��е�“������ֵ”�趨Ϊ�����������������λΪkg�����������ȶ����ٰ�“ȡ��”��ť��У���˵ڶ����㣻
- ͬ����У����ĵ㣬Ҳ��ֻУ2���㣻
- ���“�����㰴ť” ���ٽ�������ϴ��������������ȶ���“��ǰ��”��ֵ�Ƿ���������������ȣ�����ȣ����“����”��ť�ص��������������У����֮�ظ�1-3����ֱ��“��ǰ��”��ֵ�����������������Ϊֹ��
���⣬������У�õĻ���*���ܽ�У���ݣ���ͼ��У�����е����ݣ���¼��������������Ժ��ʹ�ù��������������У���ݣ�ֻ�轫��¼�������������뼴�ɻָ������������������������У��У��
3.2λ�ƴ�����
2. ���“����”��“�½�”��ť�û�̨����һ�����룬�ó߲������˾��룻
3. ������������������“ʵ��λ��”����ķ����ڣ�
4. �ظ�1-2�����鿴��̨�г�ֵ�Ƿ���������ʾ�ĵ�ǰλ��ֵ��ȣ�����ȣ����λ�ƴ�����У����֮�����5����
5. �ظ�1-3����ֱ����������̨�г̵�ֵ��“��ǰλ��”��ֵ���Ϊֹ��
3.3���쳤�ƣ�����Σ�
3.4��������ƣ�С���Σ�
3.5�ٶ�
��ť“�����ٶ�”����У��“����”��“�½�”���ٶȣ�����ͼ��
1. ��λ����У��ǰ���£��ڵ�ǰѡ�������岿�֣�Ĭ�ϸ���“У��*���ٶ�”һ��ֵ500mm/min,�����ť“ȫ������”��
2. ���ŵ����ٶ�����ֱ������“�����ٶ�”��������һ���ٶȣ�
3. �����ť“����”��“�½�”���û�������һ�ξ������“ֹͣ”��ť�û���ͣ������
4. ���ŵ����ť“�ٶ�У”������˰�ť��“У��*���ٶ�”��ֵ�������ı䣬����ٶ�У��
5. �ظ�1-4����ֱ���ٶ�ȷΪֹ��
3.6ϵͳ�趨