
- 微信

- 朋友圈

- QQ

- 微博

- 复制链接

- 短信
关闭
 拨号
拨号


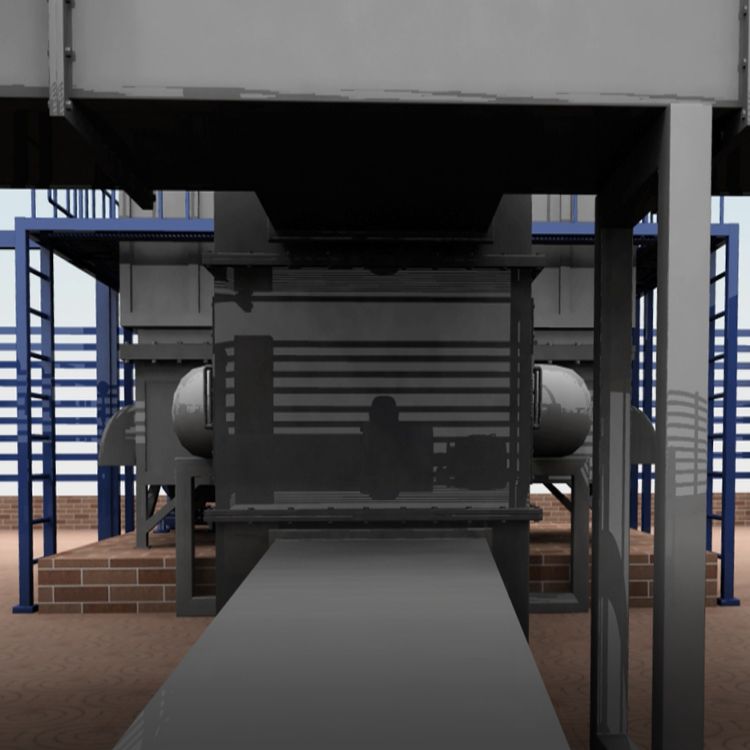

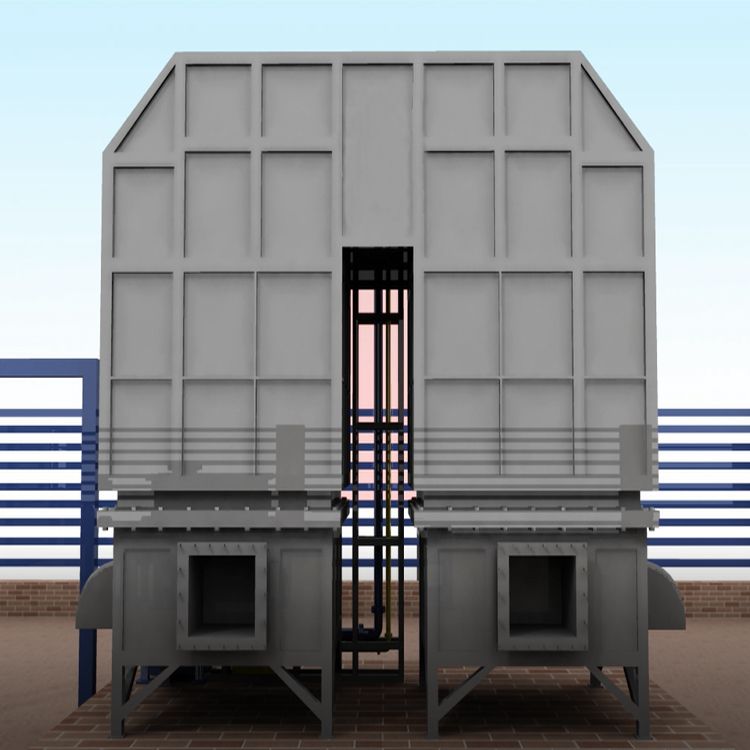








工业废气治理设备 VOCs有机废气处理 催化燃烧设备/RTO
在有机物废气的燃烧工艺中,所要处理的有机物废气在高温下与空气混合易引起爆炸,安全问题十分重要。因而,一方面必须控制有机物与空气的混合比,使之在爆炸下限;另一方面,废气处理系统应设监测报警装置和有防爆措施。
RTO有机废气处理技术主要具有如下的优点
1.99%以上去除效率(DRE),净化率高,两床式 RTO 净化率在 98% 以上,三床式 RTO 净化率在 99% 以上。废气经过处理后完全达到国家相关的排放标准。
2.采用分级燃烧技术,延缓状燃烧下释出热能;炉内升温均匀,烧损低,加热效果好,不存在传统燃烧过程中出现的局部高温高氧区,抑制了热力型氮氧化物(NOX)的生成,无二次污染。
3.特别适用于大风量、低浓度的有机废气以及同一生产线上,因产品不同,废气成分经常发生变化的情况;
4.低运行成本和燃料消耗操作费用低,超低燃料费。有机废气浓度在2000PPM以上时,RTO装置基本不需添加辅助燃料。
5.高达97%的热能回收 (实测值)蓄热室内温度均匀分级增加,加强了炉内传热,换热效果更佳。
6.可实现全自动化控制,操作简单,运行稳定,安全可靠性高。炉膛容积小,降低了设备的造价。
7.废气进口设置惰性氧化铝瓷球,对蓄热陶瓷起到保护、缓冲、过滤的作用,延长蓄热陶瓷的使用寿命。
8.低压降运转减少电力消耗,不存在因压力变化产生的脉冲现象。
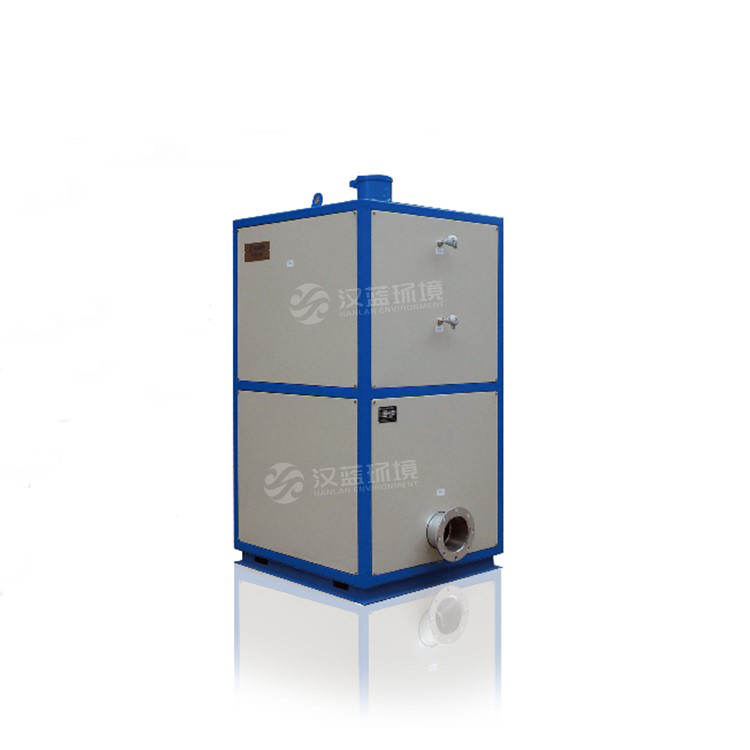
①该设备设计原理先进,用材独特,性能稳定,操作简单、安全可靠、无二次污染。设备占地面积小、重量轻。吸附床采用抽屉式结构,装填方便,更换容易。
②采用新型的活性炭吸附材料,其与粒(棒)状相比具有优势的热力学性能,低阻低耗,高吸附率等,极适用于大风量下使用。
③催化燃烧室采用陶瓷蜂窝体的贵金属催化剂,阻力小,用低压风机就可以正常运转,不但耗电少,而且噪音低。
④根据本废气的浓度,催化燃烧装置的风量是废气源的十分之一,同时加热功率维持时间为1小时,节约能源。
⑤吸附有机物废气的活性炭床,可用催化燃烧处理废气产生的热量进行脱附再生,脱附后的气体再送催化燃烧室净化,不需要外加能量,运行费用低,节能效果显著。
催化燃烧是借助催化剂在低温下(200~400℃)下,实现对有机物的完全氧化,因此,能耗少,操作简便,安全,净化效率高,在有机废气特别是回收价值不大的有机废气净化方面,比如喷漆、绝缘材料、漆包线、涂料生产等行业应用较广,已有不少定型设备可供选用。

在催化剂使用过程中,由于体系中存在少量的杂质,可使催化剂的活性和选择性减小或者消失,这种现象叫催化剂中毒。这些能使催化剂中毒的物质称之为催化剂毒物,这些毒物在反应过程中或强吸附在活性中心上,或与活性中心起化学作用而变为别的物质,使活性中心失活。
毒物通常是反应原料中带来的杂质,或者是催化剂本身的某些杂质,另外,反应产物或副产物本身也可能对催化剂毒化,一般所指的是硫化物如H2S、硫氧化碳、RSH等及含氧化合物如H2O、CO2、O2以及含磷、砷、卤素化合物、重金属化合物等。
毒物不单单是对催化剂来说的,而且还针对这个催化剂所催化的反应,也就是说,对某一催化剂,只有联系到它所催化的反应时,才能清楚什么物质是毒物。即使同一种催化剂,一种物质可能毒化某一反应而不影响另一反应。
我司可根据客户实际需求提供解决方案,提供非标订制服务,现已承接上千家工程项目,与康明斯、卡特彼勒、威利雅等多家国内外大型企业合作。由于我司产品系订制加工的机械设备,所以设备定价因产品性能及参数不同而均有差异,如有意向,欢迎来电或在线垂询。
、www.51rto.com
QQ:---
| 加工定制: | 是 |
| 品牌: | 万纯 |
| 型号: | HL |
| 处理浓度: | 非标 mg/l |
| 处理风量: | 非标 m3/h |
| 启燃温度: | 定制 ℃ |
| 空速: | 非标 |
| 适用领域: | 工业 |
 首页
首页 飞语
飞语 我的
我的 反馈
反馈

