微信
朋友圈
QQ
微博
复制链接
短信
关闭
打开谷瀑APP浏览
推广采购上谷瀑环保
立即打开
产品
详情
首页
飞语
我的
反馈
1/1
一起来关注铸铁装配平台的多种浇铸工艺方法及其优缺点
¥
7660
.00
7660
河北沧州市
河北威岳机械有限公司
免费会员
|
已传执照
相似推荐
sdf-11.2隧道风机/隧道对旋轴流风机
¥
37000
.00
奇卓海藻酸钠搅拌机 卧式柠檬粉混料机 不锈钢桨叶无重力混合机QZ-WZL-3000
¥
10000
.00
翰丝柴油机8寸防汛抽水泵HS80DPE
¥
24998
.00
富莱克控制阀机头配件维修3200NT
¥
1400
.00
鸿越无隔板高效空气过滤器百级无尘车间除尘过滤器高效送风口配套GX-WGB
¥
200
.00
ESD翼闸加装不锈钢护栏门禁考勤一体机
¥
0
.00
东日瀛能粉尘检测仪车间矿场煤棚粉尘检测报警器SK-600-PM
¥
2500
.00
梁瑾涡旋风机多极式旋涡气泵 4QB 520-0H26-84QB 520-0H26-8
¥
3390
.00
浩瀚空气中氯乙烯和甲醇测定专用填充柱HH-VOCMaNOL
¥
3600
.00
图文详情
产品参数
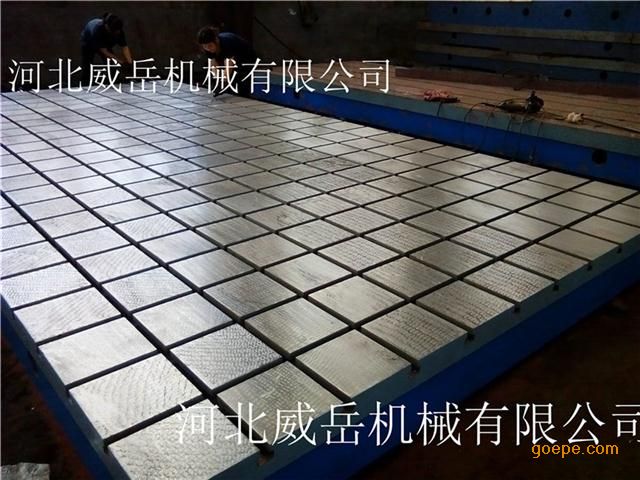
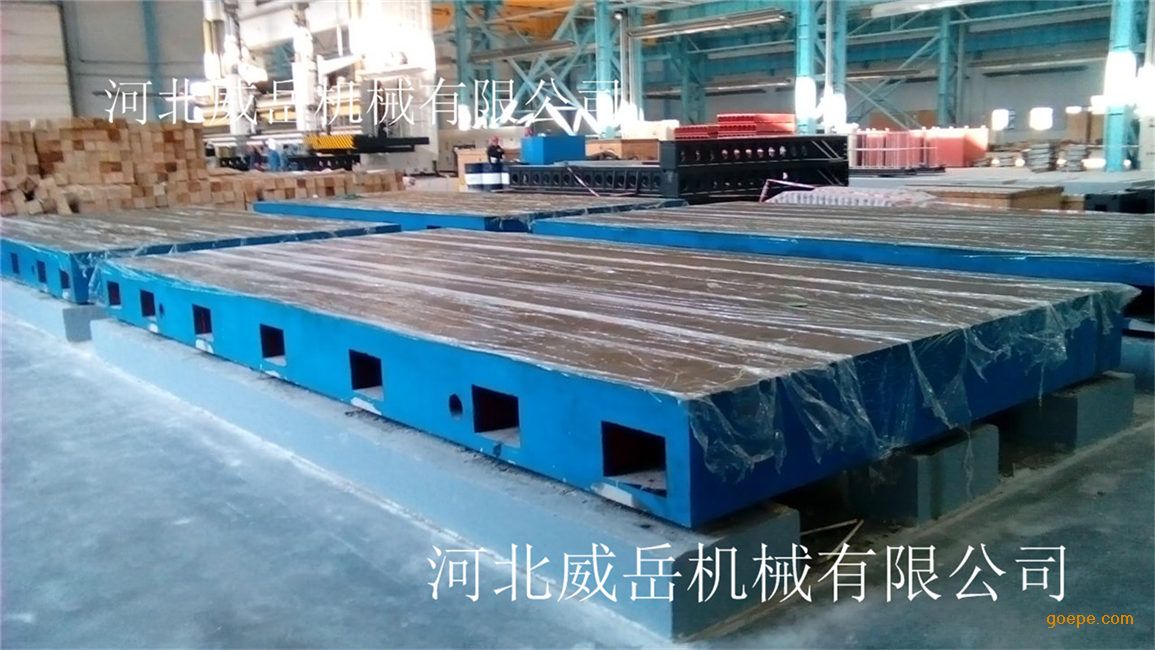
铸铁装配平台
全网直销
工厂价源头发货
一起来关注铸铁装配平台的多种浇铸工艺方法及其优缺点!
铸铁装配平台
浇注要求浇注系统能平稳快浇,能挡渣,不产生涡流、飞溅和冲刷砂型等,有利于形成顺序凝固;但薄壁铸件,则要求内浇道开在薄壁处,以利于形成同时凝固。
下面由威岳小编带大家一起来关注铸铁装配平台的浇铸方法及优缺点吧!
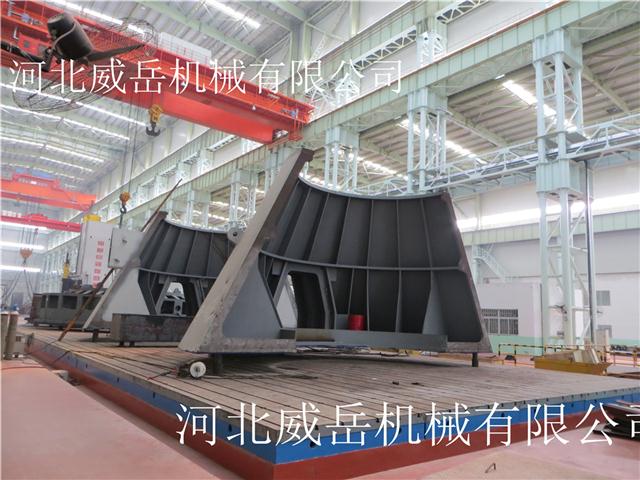
铸铁装配平台缺陷种类繁多,影响铸件质量的因素存在于与铸件生产有关的每道工序中,床身铸件的特点是尺寸大,即体积大、质量重、浇注的铁液多、壁厚相对较厚,形状有的简单、有的复杂。不同领域的铸件,具有不同的要求。铸铁装配平台浇注系统设计及浇注需掌握的主要原则为分散底注(分层注人效果
zui
好),快速浇注(多加出气冒口),高温浇注(加强芯子排气)。
1
.快速浇注
优点:铁液上升速度快,不容易氧化:铁液对型腔的烘烤时间短,减小涂层开裂、脱落的可能性,减少铸件夹渣等缺陷的产生;防止出现浇不足、冷隔缺陷;使型腔内气压增大,迫使气体容易从铸型向外排出,铸件不容易产生气孔等孔洞类缺陷:铸件各部的温度差小,防止裂纹发生。
缺点:低强度类型的砂型易产生冲砂类缺陷,对于树脂砂等强度较高的砂型,影响较小:浇注系统的截面积有所增大,铸件工艺出品率有所降低。
2
.分散底注式浇注
优点:有利于金属液平稳地充满铸型;减少金属液氧化,对型、芯冲击力小;防止造成冲砂,减小紊流,减少气体裹人;有利于型腔气体的排出:有利于除渣:避免各部温差过大,有利于减少铸件收缩应力,对长、薄铸件有利于减小变形量,有利于防止裂纹缺陷发生。
缺点:如果充型时间过长,金属液在型腔上升中长时间与空气接触,表面易生成氧化皮(需快速浇注予以克服);铸件下部温度高,不利于补缩(对灰铸铁件影响不大)。
3
.合理浇铸时间的确定
生产中常用浇注时间表示浇注速度。对铸件而言,浇注时间长,意味着浇注速度慢:反之,意味着浇注速度快。适宜的浇注时间应根据床身铸件质量、壁厚、结构、技术要求等综合考虑而定。
浇注时间与铸铁平板结构、材质、铸型条件、浇注温度等因素有关,每一个铸件都有一个合理的浇注时间与其对应。浇注时间无完善的计算公式,一般依据各种经验公式与图表及铸件质量来确定。浇注时间确定后,再按选择的截面比计算浇注系统各单元的截面积。
4
.高温浇注
优点:流动性好,可避免因底注而容易形成的铸件残缺类缺陷,可得到轮廓清晰的铸件。可避免裂纹、冷隔类缺陷:可避免气孔、针孔类缺陷(浇注温度根据铸件壁厚及结构形状适当提高,不是越高越好)。
缺点:容易产生粘砂缺陷;容易产生冲砂缺陷;一特别厚大件易造成组织粗大;厚大球铁件有缩孔、缩松倾向:增大石墨漂浮倾向。
浇注系统多为底注或垂直缝隙式;对于复杂的大型床身铸件,多采用底注和顶注联合;不高于
100mm
的一半皮带轮铸件等,可采用顶式。为了挡渣,常采用带过滤网(过滤网放在缓冲槽与横浇道的搭接处)缓流式浇注系统。
对于中、大型
铸铁装配平台
的生产,其实际浇注时间的长短、浇注速度的快慢,对铸件的质量有直接的影响。对于使用强度较高的铸型生产的床身铸件,在浇注工艺上采用分散、底注的浇注方式,同时辅以适当提高浇注速度、适当提高浇注温度的方法,可以大大减少铸件孔眼类缺陷(气孔、渣眼、铁豆)、裂纹类缺陷(热裂、冷裂)、表面类缺陷(冷隔、浇不足)、组织及性能类缺陷(孕育衰退)的产生,提高铸件的成品率,减少废品损失,降低
铸铁装配平台
加工过程中由于铸件内部缺陷的原因报废而造成的机械加工损失。
品牌:
威岳
型号:
01
加工定制:
是
类型:
装配
精度:
0-3级
材质:
HT250-350
工作面硬度:
HB170-240
内容声明:谷瀑环保为第三方平台及互联网信息服务提供者,谷瀑环保(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑环保提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑环保与店铺经营者沟通确认;谷瀑环保设备网上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑环保PC版首页底栏投诉通道进行投诉。
15632782238
15632782238
取消













 首页
首页 飞语
飞语 我的
我的 反馈
反馈
