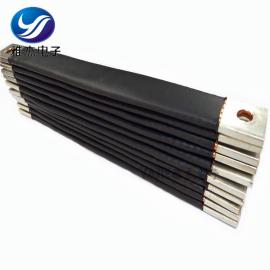
可焊接支架式镁阳极主要性能较高的电化学性能、阳极消耗均匀、寿命长、单位质量发电量大,是理想的牺牲阳极材料,适用于土壤、淡水介质中金属构筑物的阴极保护。
可焊接支架式镁阳极执行标准:
ASTM B 843-1995
GB/T17731-2004《镁合金牺牲阳极》
焊接式镁阳极是镁阳极中一种偏大型的材料,是将镁阳极与管道焊接。在焊接过程中有很多的步骤首先必须要保证辅助阳极表面的足够干净,要将表面的杂质锈斑清除掉。达到光滑的效果。然后对管道进行打磨,打磨时要注意安全。在管道上打磨一个近似长方形的口。然后把镁阳极包上面的电缆线放在铝热焊模具下面的缺口处,在把模具放在管道上,模具盖打开能看到电缆,将小铁片碗形朝上放在模具底部,焊接分大包小包,先倒大包焊剂,在把小的引火粉均匀的倒在上面,顺便在模具点火口的边沿到点,然后把模具盖盖住,在磨具口点火。点火时一定要注意戴手套,脸要避免直视点火处。*后使用补伤枪,将伤口补住。







 首页
首页 飞语
飞语 我的
我的 反馈
反馈