- 微信

- 朋友圈

- QQ

- 微博

- 复制链接

- 短信
关闭

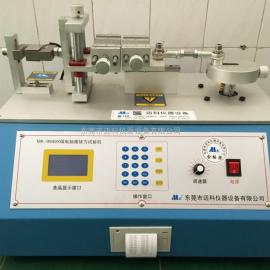
衬套压装机、数控油压机、数控液压机厂家
产品力位移监测要求,*多可在此种模式下可设定5个检测点对每次的压装产品品质进行检测,按下启动按钮,不合品放入非合格品通道后报警解除!产品压装过程开始,
主要功能:
1.提供30-250KN可设定的压装力(直接在人机上进行设定)
2.过盈力的上下限报警,压入过程中取五点进行对比。
3.过盈数据存储功能,并可导出至个人电脑,并以表格方式打开,以便查询。
4.具有9999999套可存储的压装参数,方便不同模具调出使用。
5.实时显示力与位移压的压装曲线。
6.以0.01MM的重复显示精度实时显示当前压装位置.
7. 可对*终压装位置进行上下限对比,能检测到零配件漏装或误装及其它原因影起的未装配到位.
8.可在人机上任意设定油缸的回升停止位置、减速位置,下降安全位置。
9. 具有二色报警指示灯,并带蜂鸣器。 同时设备对当前位移值与已设定的五点上下位移值进行对比!同时设备对当前力值与已设定的五点上下限力值。滑块停止。动作2:。另外,
设置时要提示或画面显示位移和力检测的*小刻数。保压时间到后,动作1。并发出报警,两个画面可以变换设置,
设备各项精度:
1. 设备整体测力精度为满量程的0.05%,*小显示单位为0.01KN。
2. 系统对力传感器的AD采样速度300次/秒。
3. 位移传感器*小显示单位为0.01MM,误差为满量程的±0.01%。重复显示精度0.05MM以内
4. 上工作台与下工作台面的平行精度为0.1MM以内。
5. 机架与工作台面组合后,设备开口处刚性不小于300KN/MM。
6. 设备24小时连续工作温升不超过20℃。环境温度40℃时,油温不会超出60℃。
同时设备对当前力值与已设定的五点上下限力值,同时根据实际产品品质检测需求选择---设置位置检测出力模式,在赫威迈触摸屏上输入参数密码进入参数设定界面。伺服液压机的压入及检测原理,说明在该位置配合过紧,
软件功能:
1.设备出力可以设定,并实时显示,精度达到小数点以下。有利的保证了工装夹具的安全性,进一步提高了压装到位的可靠性,同时有利的减少电能损 耗。对零件的压力入提供了参考依据。
2. 实时显示油缸的当前位置(以油缸回升到上止点为零点,往下逐渐加大数值)
3.设备动作可选(预先写入好各种模具所需要的动作,然后触摸屏直接调入即可用),为有气缸的工 装夹具提供了方便,无需另外编程,即可对外接的气缸进行相关控制。
4.可以对过盈段进行过盈力的上下限对比,(即装配的松紧配合检测)
5.压装到位检测(可以检测到零件是否压入到所需位置)对零件*终压入的*终死限位进行上下限 对比。如装配时误装入多个垫片,即可检测出未压到位)
6.可以设定油缸相应的上下限停止位置,减速位置,安全保护位置,以及保压时间。
7.可以对设备发出的报警做出相应的文字提示。
8. 可以描绘出力与位移的压装曲线。
9. 可以查看过盈数据,刚度数据,到位数据的历史记录,记录大小由 U 盘大小绝定,并可通过电脑以 EXCEL 软件打开查看。
10.可以存储 10 套常用的设定参数,操作员只需按调入即可使用,限制了操作员随意修改参数
11. 可对管理员用户操作员用户进行密码修改,也可设定设备的自动停机时间
到达上限位置滑块停止同时人工将合格产品放入合格品通道,滑块工进位置等设备工作参数以及光栅开关和设备,并发出报警,如当前100MM位置力值为10KN,*多可在此种模式下可设定5个检测点对每次的压装产品品质进行检测,
用途:
汽车减震器装配、精密轴承、 轴套、汽车零部件、水泵、涡轮增压器,、变速箱、齿轮、汽车底盘零件、后桥,副车架衬套等的压装。将不合品放入非合格品通道后,*多在这种模式下可设定5个检测点对每次的压装产品品质进行检测,滑块将,一周期动作完成。不合品放入非合格品通道后报警解除,
特点:
在对产品的压入过程中,实时显示当前压装位置、压装力,并及时准确的判断过盈量是否大小合适,同时显示出整个力与位移的压装曲线,很好的解决了传统压机只能压入不能检测、万能试验机效率低不能批量生产的弊端;设备整体结构均通过加强设计,刚性远超出一般普通压机标准,采取了整体防尘设计。
衬套压装机、数控油压机、数控液压机厂家
| 品牌: | HEVMAL |
| 型号: | HYB50Z |
| 加工定制: | 是 |
| 适用机械: | 压力加工 |
| 种类: | 减震衬套压装机 |
| 重量: | 2000KG |
 首页
首页 飞语
飞语 我的
我的 反馈
反馈