一、设备介绍
可铸造各种金属及其合金。其真空系统、经过优化设计的离心系统和高频电源,共同促使铸件质量比传统浇铸方式致密性更高,无气孔。铸造结束后坩埚内金属残余少,。原料形状可为;块料、粉料、棒料、丝状料、片状料等各种形状。
二、设备参数:
1.产品型号:MTLZ-200
2.输入电源:三相380V±10
3.输入容量:15KVA
4.输出功率:10-15KW
5.熔化*高温度:1700℃
6.*大熔量:200克(Fe),
7.冷态极限真空度:5*10E-2mbar(双极直联泵系统)
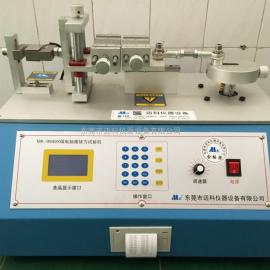
三、结构说明:
该机基本上由微型真空腔体、抽真空系统、控制系统、高频加热系统和离心铸造系统等组成:
1、微型真空腔体: 采用铸钢结构,炉盖打开方式为手动,并加有锁紧装置,炉盖上设有观察孔(DN30),也可用于红外测温,抽真空、充气/放气接口2个
2、抽真空系统:采用双级直联泵,即德国莱诺LD0010,极限冷态真空:≤5x10E-2mbar(冷态)。
3、控制系统:采用触摸屏界面控制
4、高频加热系统:由高频电源,通过感应线圈直接在被加热金属上产生电子涡流,达到加热熔化坩埚内金属的目的。对金属液体具有自动电磁搅拌作用,使得金属液成分更均匀,从而保证铸件成分合格。
5、离心铸造系统:经过精心优化设计的离心铸造系统:它将已经熔化并达温的金属液体,通过高速旋转的离心作用注入铸模模腔,从而完成铸造过程。
技术特点
由于离心铸造时,液体金属是在旋转情况下充填铸型并进行凝固的,因而离心铸造便具有下述的一些特点:
(1)在离心力的驱使下,金属结晶从铸型壁逐步向铸件内表面顺序进行,具有一定方向性的冷却结晶,从而改善了补缩环境 , 使一些熔渣、气体、夹杂物等杂质集中于铸件内表层,也是因为离心的件用下使铸件其他部分组织细密,由于在离心力的驱使下 , 使金属液体甩向铸型侧壁 , 使气孔、缩孔等铸造类缺陷在压力的作用下弥合,从而得到组织致密的铸件 , 有助与其机械性能的提高。
(2)离心铸造不需要浇道口,也并不需要铸造冒口,铸造空心铸件时还可省去型芯,金属利用率可达 80%-90%, 降低生产成本 , 提高生产效率。
(3)对于中空铸件的生产*为适合 , 相比与传统的砂型铸造可以省去活动型芯的拆装 , 节省原材料的消耗 , 降低其生产成本及劳动强度。
(4)在离心铸造中,铸造合金的类型几乎不受限制。







 首页
首页 飞语
飞语 我的
我的 反馈
反馈