斗式提升机链轮安装方法:
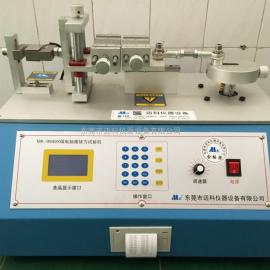
在斗式提升机机头机壳内装有两个传动的链轮或滚筒,由机壳外轴承座支承。链轮轴一端用弹性联轴节与减速机,电动机联接。机头的链轮与轴一般是在制造厂装配成组件运到安装现场。电动机与减速机用三角皮带传动。在减速机三角皮带轮内部装有逆止结构,当带料运行时,由于某种原因突然停止运行,逆止结构可制止提升机反转。机座在壳体内亦有两个改向链轮,链轮轴承呈方块形,沿机壳外的滑道,用丝顶调整链轮上下行走,即可调整链条的松紧度。在机座处并设有检查口,运行时用盖密封。
待壳体检查合格后,安装传动裢轮和改向链轮于各自的轴承上。进行链轮定位测量在传动链轮侧面等距离处,吊两个线坠至从动链轮下部,再用框式水平仪测量传动链轮轴和改向链轮轴的水平度,传动链轮轴的允许误差,不超过D/1000,改向链轮轴的允许误差不超过D`/500(D和D`分别为传动与改向链轮外径)。如果误差不符合要求时,可在传动链轮轴承处加垫铁和调整位置。
链轮改进措施:
1、原链轮设计材料为40Cr,整体调质硬度HB220~250,齿部淬火HRC48~52。这种方法因齿部淬火硬度有限,在此基础上基本上不能提高链轮的性能。建议将链轮材料改为20CrMnTi,渗碳淬火处理,链窝硬度可达HRC60以上,其性能是40Cr材料的2.5倍以上。这样可优良提高链轮的使用寿命,减少修机频次,提高生产率,降低生产成本;
2、原链轮链窝的形状是锻造直接成型,这样做尺寸误差大,表面粗糙,也降低了性能。随着数控机床的广泛应用,且其加工费用的降低,建议锻造后留少许余量,由数铣完成精加工,以提高尺寸精度及表面粗糙度,从而达到提性能稳定的目的。
链轮加工时注意:
链轮在加工的过程中应注意链轮尺寸的大小、结构、热处理要求,齿面*终精加工方法以及产品批量等各种因素而定。
对于尺寸大有中孔的链条链轮要在齿轮机床上加工齿部;与轴一体的轴状链轮,棒料切断,车削加工轴部,然后在齿轮机床上加工齿部;大型链轮,铸造或用厚钢板经火焰切割制成毛坯,也可焊接成链轮毛坯,然后加工齿部。
虽然链轮加工过程不相同,但基本步骤都差不多,包含毛坯成形、齿部形成及热处理三种主要工艺。







 首页
首页 飞语
飞语 我的
我的 反馈
反馈