- 微信

- 朋友圈

- QQ

- 微博

- 复制链接

- 短信
关闭

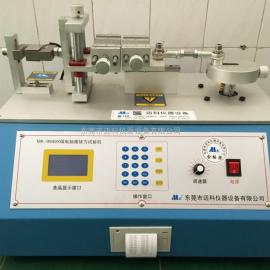
青岛塑料挤出机械有限公司生产单壁波纹管设备,双壁波纹管设备,打孔波纹管设备,塑料打孔波纹管设备,我厂也是较早生产波纹管设备的厂家,此设备可连续生产PE、PP、EVA、PVC等波纹管,还可以生产PA波纹管。塑料单壁波纹管具有耐高温、耐腐蚀、耐磨损、强度高、柔韧性好等特点。广泛应用于汽车线束、电气穿线、机床线路、灯具线路的护套管,空调、洗衣机的水管等领域。我公司精心研制的SJDBGZ系列塑料单壁波纹管设备,通过齿轮传动模块,模板串水冷却,制品风冷,使生产的波纹管成型速度快、波纹形状均匀、接缝一致、内外壁光滑,具有产量高、挤出稳定和自动化程度高等优点。为了更好的服务于客户,减少客户资金的投入,生产效率的提高,经过我公司的科研与实验,单壁波纹管设备可同时生产双壁波纹管,实现了一机两用。
塑料波纹管设备、单壁波纹管设备、双壁波纹管设备生产工艺控制条件(1)温度控制。料简和成型机头上的工艺温度是影响管材生产时产品质量的重要因素。料简上各段温度是加料段至成型机头前的温度,由加料段至管材机头,温度逐渐提高。在口模的定型部位,温度要略高于机头体温度。温度数据参考第四章。(2)螺杆的转速。螺杆挤出工作转速的确定与挤出成型管材的规格大小有关。提高螺杆的工作转速,会增加制品的产量。但是,螺杆转速增加得过高,原料挤出出料过快,会产生较高的摩擦热,而使管材内壁粗糙。(3)螺杆的冷却。螺杆挤出工作中,适当冷却降温可防止因原料摩擦热过大、升温过高而造成物料容易分解。适当地降低螺杆的工作温度,能够降低管材表面的粗糙度。但是,螺杆的工作温度也不能过低。(4)牵引管材速度。牵引机牵引管时的运行速度要控制在略高于管坯从机头口模被挤出速度的1% ~5%左右。
塑料波纹管设备 、单壁波纹管设备、双壁波纹管设备安全生产注意事项(1)开机时操作人员不得站在机头前面,要在侧面操作,以免机头喷料,烫伤操作人员。(2)机器运转中发现机头漏料时应立即停机检修,装机头时要装紧,以免开机挤料时将机头顶出。(3)挤出机的滤网应根据工艺要求合理选用,并且定期更换。(4)在全部生产过程中应随时检查机器设备、仪表和工作部分,坚持巡回检查,确保设备安全运转。(5)辅助设备发生故障后,要停止运转再修理。姑事士资员人。



| 品牌: | 腾华海机械 |
| 型号: | SJ75/33 |
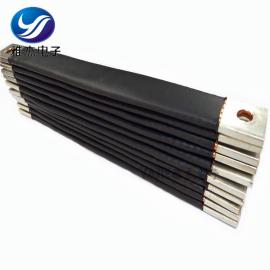
| 可生产管材类型: | PE管 |
| 管径范围: | 50-1200 mm |
| 挤出能力: | 250-500 kg/h |
 首页
首页 飞语
飞语 我的
我的 反馈
反馈