洪城环境安福污水处理厂污泥干化机
一、污泥干化系统工作流程:
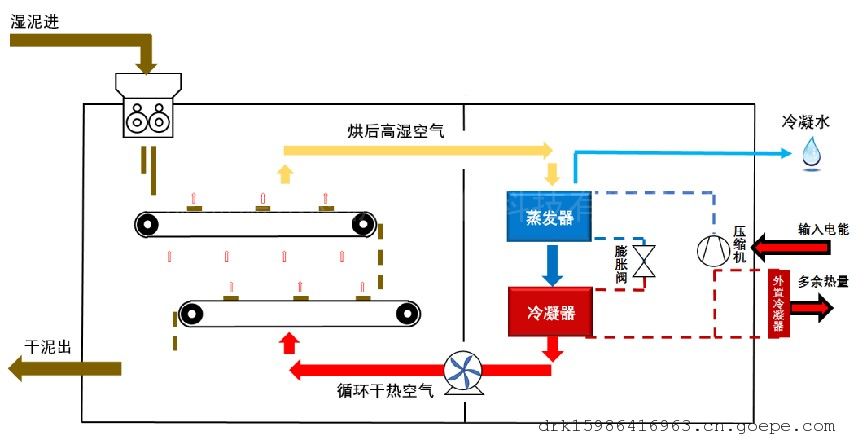
污水处理厂污泥干化机湿污泥从顶部切条机入料,逐层均匀分布于缓慢移动的烘干网带面上,干泥从底部出料口出料。设备能连续将脱水后的湿污泥*低干化至10%的含水率,并排出冷凝水回流至污水池。整个系统无需其他辅助能源,只消耗电能,能源利用简便。可设计成全自动运行模式,基本无需太多人工干预,低温运行过程既安全又环保。
二、技术特点:
(1)模块化设计,结构紧凑,热本和烘干系统高度集成,安装简单,工期短;
(2) 能效高,运行成本低,热泵SMER>4.5 kg.H2O/kwh,余热SMER>20 kg.H2O/kwh;
(3)低温环境下运行,有机热值损失小;
(4)干污泥温度低于40°C;
(5)全密封,臭气外溢低于3%,噪声小于65dB;
(6)冷凝水污染物浓度低,生活污泥冷凝水COD<100ppm,SS<30ppm;
(7)巴氏杀菌,有效杀灭病原体,污泥在63°C以上的环境下运行时间大约45min。
三、创新特点
(1)运行能耗极低:采用品牌的专用高温热泵压缩机,除湿系统按运行温度梯级设计,降低压缩机功耗,提高压缩机的能效比COP,从而提高机组的SMER
(2)低温增焓技术:余热回收技术,能效提升3倍,升温时间缩短2/3。
(3)八大防腐措施全面升级:压缩机独立室体,与循环风完全隔离。
(4)密封性能提升:采用整体冷库板密封设计,拒绝跑冒漏。
(5)四大保障措施,能效不衰减。
(6)系统免维护设计:配置高效脉冲除尘装置,脉冲除尘效率高达99.9%以上,配备两器自清洗装置,代替人工清理。
(7)设备故障率低:优化结构设计,整体简单而紧凑,降低故障率,严格的质量管控措施,采用大品牌耐腐蚀、专用型部件,使用寿命长。
(8)主机标准化模块化设计:设备整体运输方便,现场安装简单,安装时间缩短60%,可根据场地实际情况灵活布置。
(9)网络化智能控制:全自动运行,可实现无人值守,节省人工,远程调试维护等,还可以通过微信、短信和邮件平台等方式推送故障预警。
四、应用案例
公司产品广泛应用于市政、汽车、制药、新能源、电镀、电子电路等行业;
我们的客户包括洪城环境、北控水务、深圳水务、特斯拉、北汽、丰田、本田、日产、长城、吉利汽车、宇通客车、中集集团、建滔集团、依顿电子、亿纬锂能、合盛硅业、国药集团、松下环境等国内外企业,客户覆盖10多个省、市、自治区。污泥干化设备发往日本市场,实现出口零突破。
业务联系:龙思敏 (电话/微信同步)

















 首页
首页 飞语
飞语 我的
我的 反馈
反馈
