微信
朋友圈
QQ
微博
复制链接
短信
关闭
打开谷瀑APP浏览
推广采购上谷瀑环保
立即打开
产品
详情
首页
飞语
我的
反馈
1/5
2/5
3/5
4/5
5/5
直径700×180起重机车轮组 整体调制 欧式车轮组 LD行车
¥
5000
.00
5000
河南新乡
河南华工实业集团有限公司
10年
|
指数:235
|
工商已认证
店铺推荐
亚重主动双边 锻造起重车轮组 淬火调质行车轮φ500*150
¥
1930
.00
亚重PJ080工厂车间仓库物料吊运平衡吊 机械摇臂吊机 机械物料吊运折臂吊
¥
7400
.00
亚重U27型3立方 抓河沙泥沙水下矿渣四绳抓斗可带齿带孔
¥
7500
.00
亚重U1384.8立方中型带齿 双梁行吊抓取铁矿粉泥煤起重机抓斗
¥
24000
.00
亚重起重机行车单缘轮 250*90 船厂用车轮组 电动平车单边
¥
450
.00
亚重直径500*2000起重机行车钢丝绳卷筒组 钢板卷制
¥
4700
.00
单双梁行车车轮 起重机锻钢车轮组 亚重起重配件直径500x160
¥
1000
.00
带大齿轮式钢板卷制卷筒 300-1500mm起重机 启闭机
¥
4200
.00
图文详情
产品参数
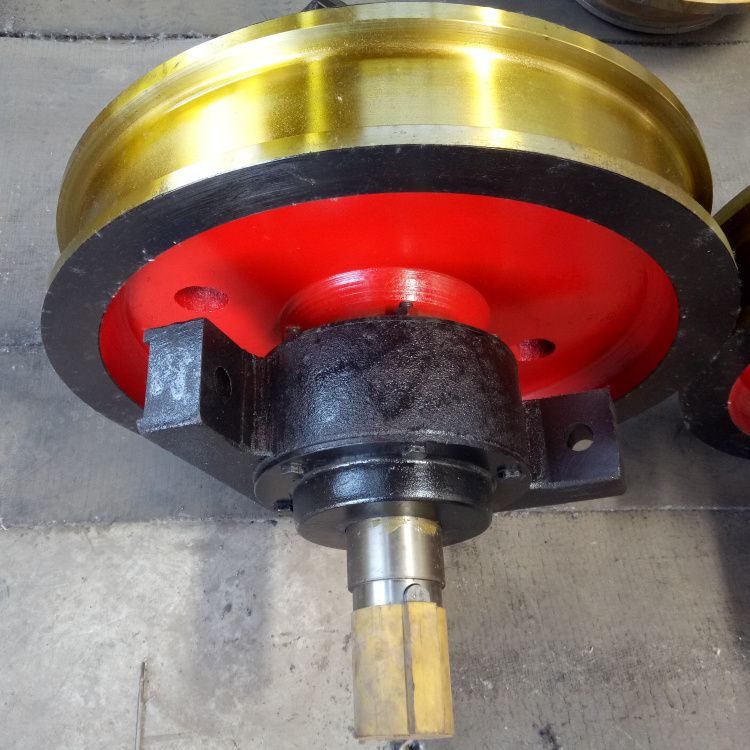
平车轮
平车车轮组一般用于电动平车底部,通常采用单轮缘结构,轮缘处于轨道的内侧,少数车轮具备供电功能,根据用途的不同,平车车轮组可分为普通车轮组、防爆车轮组、绝缘车轮组等。这种车轮一般运行速度比较慢,电动平车车轮一般为三合一结构,平车车轮组车轮轴直接插入运行减速机内部,少数平车车轮组上面配备编码器,这种车轮组主要包括车轮、轴、轴承(包括轴承座)、平衡架。平衡架为轮对与车架的连接体。为使结构简化,平衡架与车体由销轴连接,而没有采用球铰链。综合考虑设备使用性能要求和经济要求,结合我公司实际装备制造水平,具体方案为:轴承选用双列向心球面滚子轴承,以自动补偿车架的变形偏差。采用角型轴承座,以便于电动平车安装调整。同时以适当提高相关部件的加工精度,来提高整车的安装制造精度,防止车轮跑偏、轮缘与轨道接触加剧轮缘磨损并增加摩擦阻力等问题。
轨道轮
采用45号锻钢加工而成,承载能力较铸铁、铸钢强。
以下是3种材质的简单说明:
铸铁:含碳量较高的铁,质脆,不能锻压,用来炼钢或铸造器物;
铸钢:即铸件用钢。用于生产铸件的铁基合金的总称。是铸造合金的一种,碳含量0-2%。铸钢分为铸造碳钢、铸造低合金钢和铸造特种钢3类;
锻钢:是经过冷锻、冷镦、锻造、锻压等冷加工的方法而得到的钢。通过以上办法使材料内部的组织更加致密,改善材料晶体的结构,消除间隙,从而从很大程度 上提高了材料的强度和韧性。一般分圆钢和方钢,含碳量也在2%以下。
轴承:对于不同的承载能力,采用的的轴承有所不同,一般区分为滚珠轴承和圆锥形轴承。
尺寸:由于每个客户所选用的轨道尺寸都不一样,所以尺寸可以随意加工,不需要开模具的。一般尺寸由直径150~300mm为常规,轮宽为50~100mm。
矿车轮
矿车轮用于煤矿井下大巷道运输,中小斜井筒,小斜井顺槽和矿井地面运输。
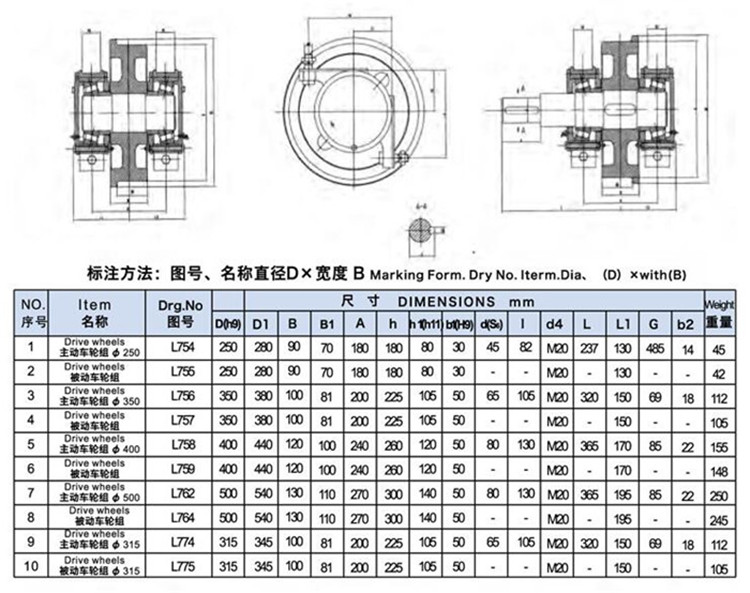
LD车轮组
LD行车轮主要用于单梁起重机及小吨位的葫芦双梁起重机,主要规格有两种:直径三百和四百,LD车轮组主要由车轮轴车轮片轴承齿圈四部分组成,车轮轴材质为45号钢,经调制处理硬度达到HB217-HB255,内有黄油孔,便于润滑,车轮片由45号钢铸造而成,精加工过后需进行表面热处理,车轮组踏面热处理硬度为HB300-HB380,硬度层厚度为8mm-12mm,深度10mm处硬度不低于HB260,车轮外表面涂黑色防锈漆,车轮槽宽分为70和90毫米,轴承所用洛阳轴承厂的球形深沟层轴承,主要型号有:314、412、318、414。齿圈材质为40Cr锻造而成,齿轮表面热淬火硬度为HRC48-55。齿轮精度等级9-8-8GK,齿形角为20度。
防爆车轮组
防爆车轮组主要用于防爆起重机、矿用起重机、防爆电动平车及采矿车等易燃易爆的环境中。防爆车轮主要分为两种:一种是整体不锈钢车轮,另一种是踏面堆焊不锈钢车轮。整体不锈钢车轮是由不锈钢铸造而成,因为不锈钢流动性较差,成品率非常低,所以现在通用的防爆车轮组是踏面不锈钢的车轮。我公司生产的车轮母体为低碳钢铸造车轮,因为低碳钢焊接性比较好,焊接完成后不会出现裂纹等缺陷。
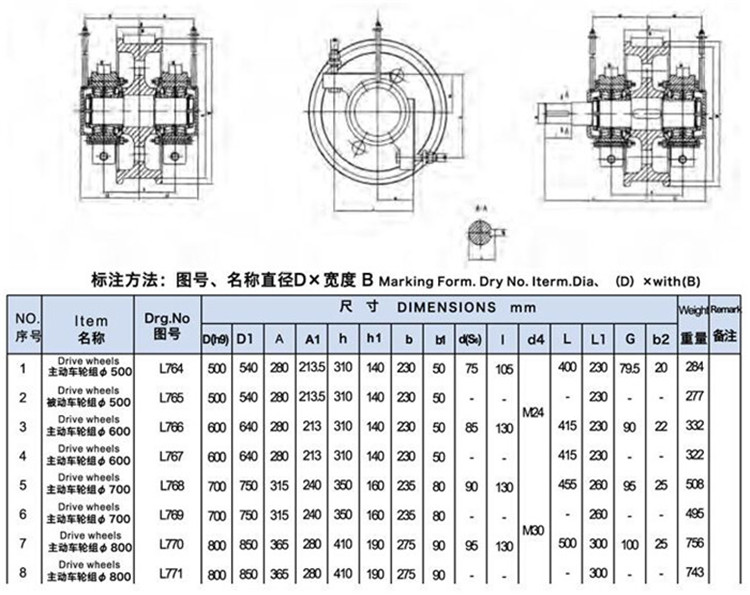
欧式车轮组
欧式车轮组主要用于当下比较先进的欧式起重机,该车轮具有重量轻,体积小,安装方便,多采用锻造车轮片,主要由车轮轴,车轮片,轴承箱,轴承四部分构成,因需要与三合一减速机直接匹配,不需要经过联轴器连接,故此种车轮要求装配精度非常高,车轮轴为40CrMo材质,粗加工后需要调制处理,热处理硬度为HB300。车轮片为锻造42CrMo,与车轮轴过盈配合,并由平键连接,车轮片经调制处理,热处理硬度为HB300-HB380,轴承箱由铸钢25-30构成,因轴承箱与起重机由螺栓连接,所以起重机端梁需与轴承箱配合加工,机加工镗孔装配,装配精度高。轴承采用进口NSK、SKF轴承,使用寿命长,质量可靠,价格昂贵。
车轮组更换的顺序?
车轮组是一种使用非常广泛的的设备,在车轮组中,通常是在起重机上进行往复行驶的一种装置,同时也是比较容易磨损的部件,在车轮组中,它运行一段时间就需要更换,更换顺序如下。
卸下车轮轴端、卸下车轮组角型轴承箱与端梁连接的紧固螺栓。 用起重机的起重螺杆或千斤顶把起重机桥架顶起,使车轮踏面离轨道顶面约撬动车轮组并沿轨道面将它拉出来以便卸下更换。
把预先组装的、新的并带有轴端齿轮联轴器半体的主动车轮组吊运到起重机轨道上。 推入车轮组靠近安装位置,调整千斤顶使车体缓慢下降,穿入紧固螺栓,拧上螺母,确保安全。适当紧固水平方向螺栓,再相应紧固垂直方向的螺栓,交替进仃,在紧固的司时扳动车轮,检查车轮转动是否灵活,并检查车轮安装的水平和垂直偏斜。 对准车轮轴端齿轮联轴器半体与减速器从动轴联轴器半体的螺孔,穿入连接螺栓并紧固。 一切正常后,将车体落下。
在车轮组中,为了保证起重机的正常的运行,因此两端的主动车轮也必须进行同时的更换。同时为了保证两端机械传动间隙的一致性,减速器也需要从齿轮联轴器的两端进行同时的更换。
起重机车轮锻件淬火工艺
淬火的时间长短是影响起重机车轮锻件机械性能和动荷强度的重要因素之一。为了使车轮具有高的机械性能而进行表面淬火时,淬火深度必须很大。同时,考虑到车轮内蓄积了大量可供以后自回火用的热,在一般加热淬火时,必须根据必要条件规定出淬火工艺:具有较深的淬火层;造成良好的自回火条件。
起重机车轮锻件淬火工艺非常重要,车轮淬火可以是整体淬火,也可以是轮辋表面淬火,后者应用比较广泛;采用轧制余热淬火时,一般只是表面淬火;采用单独加热进行轮辋表面淬火时,由于再结晶的结果得到了细粒组织,因而有助于辐板和轮辋机械性能的提高。
典型的热处理方法是:单独加热热处理—踏面用水淬火—在坑中自回火。其中淬火主要是对车轮踏面和外侧辋面喷水激冷,以提高轮辋硬度,降低硬度差,从而改善了辐板性能。再经过回火后,就制成了车轮半成品。
在以轧制余热进行淬火时,起重机车轮淬火时间长一些,车轮中所蓄积的热量失去的也就多一些,因而降低了自回火温度。缩短淬火时间,自回火温度便会提高,但会出现强度极限不够的危险。因此,以轧制余热进行热处理时,热处理各个工序的相互关系,使热处理制度的选择在整个车轮生产工艺中变得非常复杂。而车轮以单独加热进行淬火时,对车轮温度的控制比较容易实现,然后再自回火时,则保证车轮机械性能稳定的自回火工艺也易于确定。
河南华工实业集团有限公司是国内起重机械配件制造领域加工能力、产能的供应商,生产能力从毛坯制造、粗加工到精加工,零件装配直到终端产品交付,致力于为客户提供一站式服务。
公司注册资本5600万元,总资产1.2亿元,年销售收入1.5亿元。占地面积7.5万余平方米,其中已建成钢结构厂房面积2.8万平方米,现时拥有员工310人,大型机加工设备12台(套),中型设备280台(套)。
河南华工实业集团有限公司秉承着“为客户提供一站式服务”的经营理念,华工人自公司建立伊始便遵循简单有效、规范有序的管理精神,专注于起重机械配件领域,以高品质、全系列的产品面向客户。投入运营以来,不断地发展大中型企业客户和的整机生产厂家,在用户中赢得了良好的口碑,使亚重品牌成为起重行业的后起之秀。
亚重牌产品涵盖抓斗、夹具、吊具、车轮组、联轴器、吊钩组、滑轮组、卷筒组、电动葫芦等6000余种,并承接各种材质的非标产品设计与制造。亚重牌产品不断进入全国起重机市场,更自豪的成为众多整机厂商的战略合作伙伴。
品牌:
亚重
型号:
700×180起重机车轮组
加工定制:
是
材质:
铸钢
用途:
承载起重机自重与载荷并在轨道上
内容声明:谷瀑环保为第三方平台及互联网信息服务提供者,谷瀑环保(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑环保提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑环保与店铺经营者沟通确认;谷瀑环保设备网上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑环保PC版首页底栏投诉通道进行投诉。
15893837520
03738627333
取消






 拨号
拨号






















 首页
首页 飞语
飞语 我的
我的 反馈
反馈

