
- 微信

- 朋友圈

- QQ

- 微博

- 复制链接

- 短信
关闭
 拨号
拨号














φ350x100单边(缘)铸钢/锻钢主动/被动车轮组/从动轮/天车轮(轴承型号7518/7520);
φ315x100单边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7520);
φ400x120单边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7520);
φ500x130单边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7524);
φ500x150双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7520/3524);
φ600x150双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7520/3626);
φ700x150双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7524);
φ800x160双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7530);
φ400x130双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3520);
φ600x160双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3622);
φ600x180双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3626);
φ700x180双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3630);
φ710x180双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3630);
φ700x200双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3634);
φ800x200双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3634)。









1.车轮与轴的配合应牢固,其摆幅不大于0.10mm;
2.车轮在垂直方向的倾斜度不大于1mm;
3.车轮两轴承箱的支承平面应与车轮宽度中心面相平行,其偏差不超过0.07mm;
4.车轮的位置应使其宽度中心面与两轴承箱的对称中心相一致。

1.检查车轮的磨损情况;
2.检查车轮与轴的配合情况;
3.车轮滚动面均匀磨损量达原轮圈厚度的 15—20%;
4.车轮轮缘磨损量达原厚度的 60%以上;
5.车轮滚动面有不均匀磨损或疲劳剥落形成凹凸不平时;
6.车轮不应有裂纹;滚动面应光滑无凹凸不平部分;
7.车轮轴孔的配合尺寸公差应符合设计要求;
8.同轴转动的一对主动车轮,应成对更换两轮,其直径偏差不大于直径的 0.0005 倍。被动轮两轮直径偏差不大于直径的0.002倍。


1、原材料:
根据客户图纸材质要求,选用合适的原材料牌号和规格。
2、钢材检测:
为保证原材料合格,生产前进行原材料化学成分复检。
3、钢材划线落料:
根据产品要求将钢锭、钢坯切割成合理大小及重量。
4、加热(含回火):
把切割好的原材料按产品工艺加热,保证加热温度符合材料要求。
5、锻造:
由操作机放入锻造设备,根据原材料的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
6、锻造检验:
对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
7、锻后保温正火:
主要是细化晶粒、均匀组织、消除内应力。改善缺陷:魏氏体、晶粒粗大等过热缺陷和带状组织!为*终热处理做准备。
8、粗加工:
锻件基本成型后根据产品需求加工各种不同规格的锻件,留有精加工余量。
9、热处理:
将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是消除内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的锻件,根据材质的要求对锻件进行空冷或水冷、油冷等。包括:正火、调质、淬火等热处理。
10、精加工:
将粗加工热处理后的产品,使用数控机床进行精密加工,使产品尺寸精度、光洁度等完全符合锻件图纸要求。
11、产品外观检测:
产品外观检测符合客户图纸上尺寸规定。进行超声波探伤(UT)、磁粉探伤(MT)、硬度、渗碳等图纸要求的检测。
12、机械性能试验:
为满足客户需求,须对锻件进行机械性能的测试主要是屈服、抗拉、冲击、金相等试验。满足各类锻件检测的需要。
13、表面处理及包装:
经过质量检测后成品锻件,经过防锈喷漆等处理,装箱进入成品库以备发货。

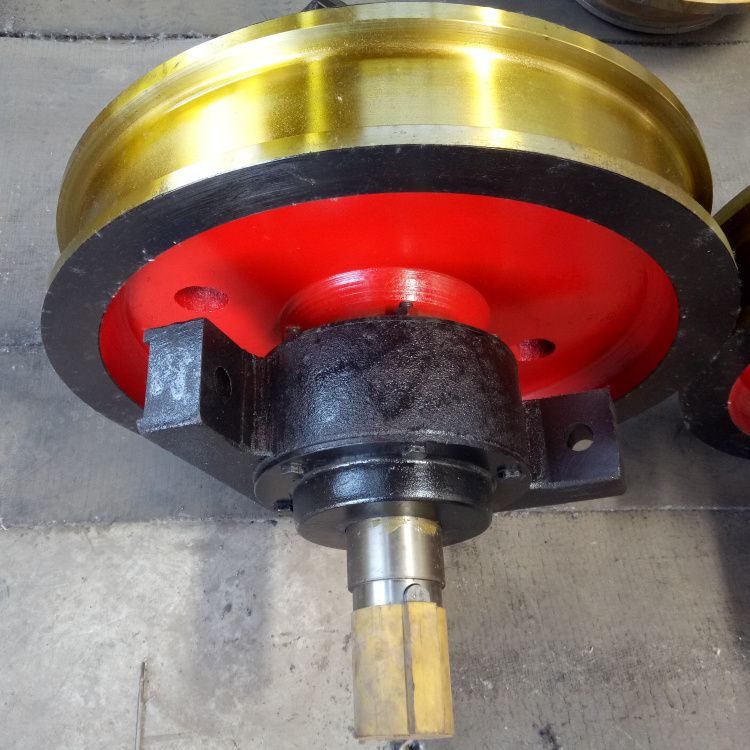
| 品牌: | 亚重 |
| 型号: | φ500*150 |
| 加工定制: | 是 |
| 材质: | / |
| 用途: | 起重机行车用 |
 首页
首页 飞语
飞语 我的
我的 反馈
反馈

