车轮组是组成起重机的重要部件,在道轨上滚动运行,并承受着起重机自重与吊重载荷。起重机车轮材料要有高强度、高硬度和良好的耐磨性能。目前锻造和轧制车轮的材质通常采用65Mn和CL60。起重机车轮一般都以淬火+回火处理后交货。采用65Mn材料的起重机车轮更好一些。65Mn中多了化学元素锰、镍、铜。锰作为主要的金属元素提高淬透性,使材料表面脱碳倾向小,经热处理后材料力学性能较好。另外,锰大部分溶于铁素体中,形成置换固溶体,并使铁素体强化。
车轮组轴承支座采用角箱式结构,通过螺栓将角箱固定于小车架或大车端梁上弯板上,该结构可在使用检修时调整车轮,保证车轮水平偏斜和垂直偏斜以避免车轮啃轨,角箱结构为国内目前应用广泛的成熟技术。车轮直径及材料的选择,是按不利工况下车轮所受大支承力考虑,确保不会出现部分车轮超载现象。车轮组轴承支座采用45°剖分式结构,先将轴承支座的半环焊接于小车架或者大车端梁上,然后整体式加工半环与轴承箱圆环配合面,由此保证车轮装配精度和各车轮的水平垂直偏斜,然后再安装车轮组,此结构按安装拆卸方便,装配精度高,运行稳定,为国内近年来常采用的先进技术。

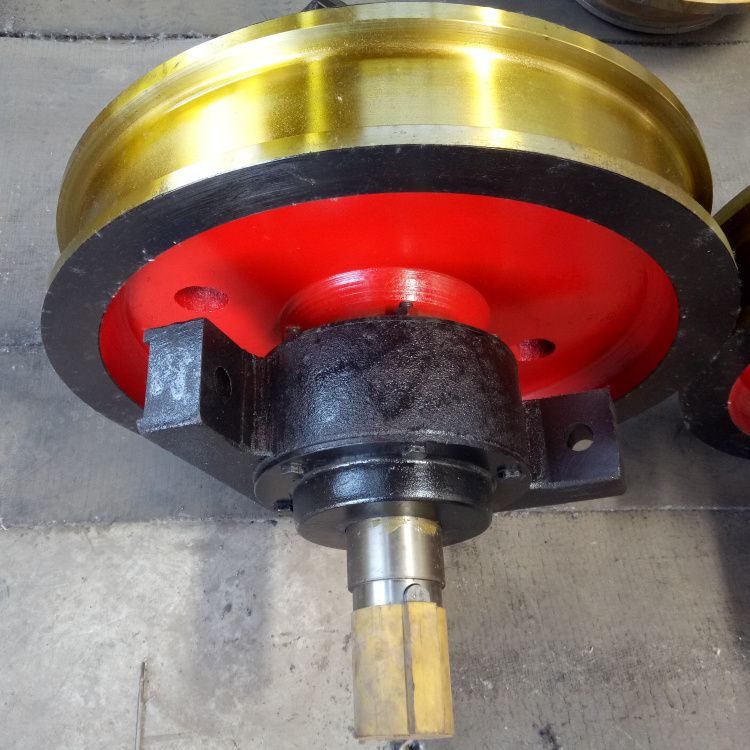
φ350x100单边(缘)铸钢/锻钢主动/被动车轮组/从动轮/天车轮(轴承型号7518/7520);
φ315x100单边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7520);
φ400x120单边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7520);
φ500x130单边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7524);
φ500x150双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7520/3524);
φ600x150双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7520/3626);
φ700x150双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7524);
φ800x160双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号7530);
φ400x130双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3520);
φ600x160双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3622);
φ600x180双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3626);
φ700x180双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3630);
φ710x180双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3630);
φ700x200双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3634);
φ800x200双边(缘)铸钢/锻钢主动/被动车轮组/天车轮(轴承型号3634)。
 调质处理:
调质处理:
淬火后高温回火的热处理方法称为调质处理,高温回火是指在500-650℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。调质处理后得到回火索氏体。回火索氏体(tempered sorbite)是马氏体于回火时形成的,在光学镜相显微镜下放大500~600倍以上才能分辨出来,其为铁素体基体内分布着碳化物(包括渗碳体)球粒的复合组织。它也是马氏体的一种回火组织,是铁素体与粒状碳化物的混合物。此时的铁素体已基本无碳的过饱和度,碳化物也为稳定型碳化物。
车轮的踏面不应有凹痕、沙眼、气孔、缩松、裂纹、削落等缺陷,发现后不能焊补,应及时更换新车轮;
如果踏面上有麻点,当车轮直径≤500mm,麻点直径≤1mm;当车轮直径>500mm,麻点直径≤1.5mm,且深度均≤3mm和不多于5处时,可继续使用;
两主动轮直径相对磨损差超过直径的1‰时,应重型加工成相同的直径,其公差应不低于D6,角型轴承箱中滚动轴承的损坏也是常见的,多数由于装配或润滑不当所致。
公司经营范围:
整机:单双梁起重、悬臂起重机、升降平台、电动平车
电动葫芦:CD1电动葫芦、MD1电动葫芦、手拉葫芦、电动环链葫芦
起重配件:抓斗、车轮组、滑轮组、联轴器、制动器及配件、电动机、减速机、电缆卷筒、轨道及配件
电器装置:手柄、遥控器、联动台、凸轮控制器、电缆线、滑触线
缓冲装置:手动夹轨器、电动夹轨器、液压弹簧夹轨器、聚氨酯缓冲器、弹簧缓冲器、液压缓冲器
欧式起重机配件:欧式车轮、欧式三合一电机减速机、欧式缓冲器、欧式端梁、欧式电动葫芦等






 拨号
拨号






















 首页
首页 飞语
飞语 我的
我的 反馈
反馈

