- 微信

- 朋友圈

- QQ

- 微博

- 复制链接

- 短信
关闭
 拨号
拨号





ZZDX-16K甲醇储罐氮封泄压阀
一、甲醇储罐应用泄压阀的重要性:
1、由于夏季温高,且甲醇合成和甲醇精馏装置生产的精甲醇和精甲醇产品都在30~40度,当甲醇冷却器换热器挂蜡或结垢时可能更高。因此需要设喷淋水冷却降温装置,减少甲醇蒸汽的泄放量,减少火灾危险性,在发生火警时还可以起到灭火的作用。喷淋系统一般与管网联接续供水,同时设蓄水池以备急需,一般要求蓄水量可用2小时。
2、呼吸阀:由于甲醇易挥发,同时从合成和精馏入罐的甲醇都有一定的压力,溶有部分低沸点气体,而罐是常压力设计,因而必须在每个罐上都安装呼吸阀以保证甲醇中溶解的低沸点气体闪蒸出去,是储罐处于常压状态。
3、甲醇储罐内设有氮封是为了防止罐进入空气形成爆炸性混合物,罐向外送料时,罐内液体量减少,冬季封罐时,由于罐内甲醇温度逐渐降低,系统压力也随之降低,如无氮封形成负压吸入空气,形成爆炸性混合物,有产生爆炸的危险。
二、用途与特点
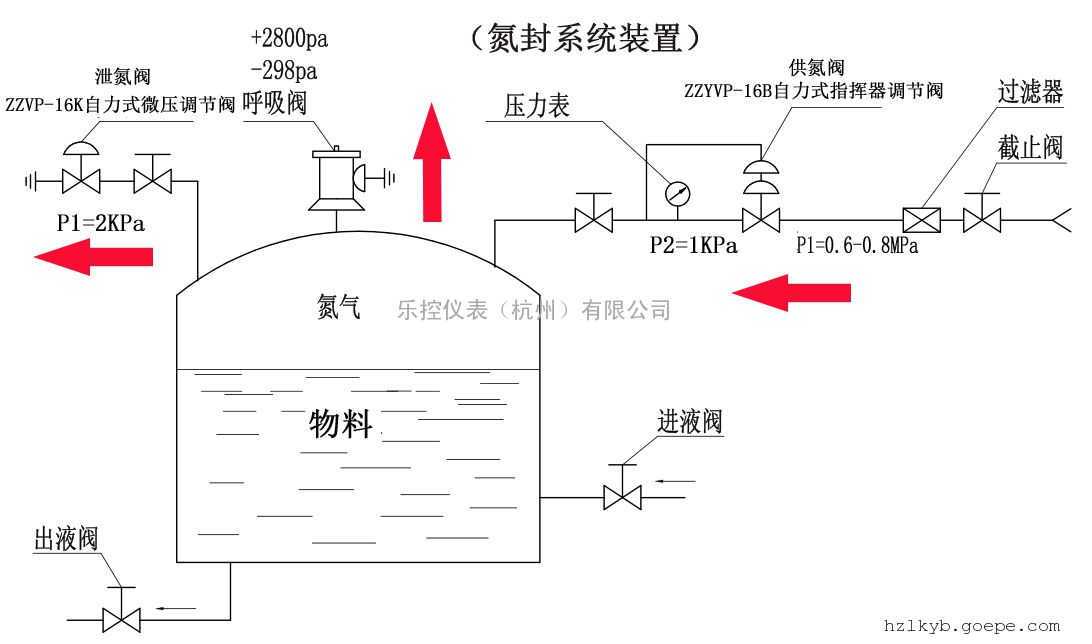
当储罐进液阀开启,向罐内添加物料时,液面上升,气相部分容积减小,压力升高,当罐内压力升至泄氮阀压力设定值时,泄氮阀打开,向外界释放氮气,使罐内压力下降,降至泄氮阀压力设定点时,自动关闭。
ZZDX-16K甲醇储罐氮封泄压阀(即ZZVP-16K自力式微压调节阀)是一种依靠被调介质自身的压力变化进行自动调节或维持压力差为恒定值的一种节能型调节阀。特点:1、无需外界能源,能在无电、无气的场合工作,既方便,又节约能源,降低成本。2、压力设定方便,可在连续生产的条件下进行。3、压力检测膜片有效面积大,设定弹簧刚度小,动作灵敏,装置工作平稳。4、采用无填料设计,阀杆所受摩擦力小,反应迅速,控制精度高;
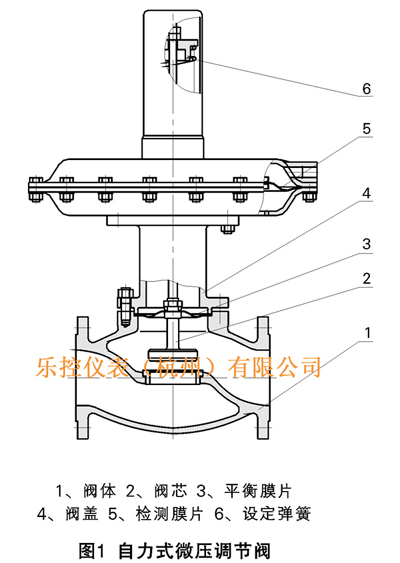
三、结构与原理
ZZDX-16K甲醇储罐氮封泄压阀的结构如下图所示,该装置采用内反馈结构,介质直接经阀盖进入检测机构(2),介质在检测元件上产生一个作用力与预设弹簧(3)预紧力相平衡。当罐内压力升高至泄氮装置压力设定点时,平衡被破坏,使阀芯(1)上移,打开阀门,向外界泄放氮气;当罐内压力降至泄氮装置压力设定点时,由于预设弹簧力作用,关闭阀
四、主要技术参数与性能指标
表1 Kv值和性能指标
|
公称通径DN(mm) |
20 |
25 |
40 |
50 |
65 |
80 |
100 |
|
额定流量系数(Kv) |
7 |
11 |
30 |
48 |
75 |
120 |
190 |
|
额定行程(mm) |
6 |
8 |
10 |
15 |
20 |
||
|
介质温度(℃) |
≤80 |
||||||
|
调节精度 (%) |
≤10 |
||||||
|
允许泄漏量 (l/h) |
10-4X阀额定容量 |
||||||
表2 微、差压调节范围
|
差压调节范围(KPa) |
执行机构膜室有效面积(cm2) |
使用阀门口径(mm) |
|
|
0.5~5.5,5~10,9~14,13~19, |
100 |
20~50 |
根据要求的差压调节范围选择相应的设定弹簧 |
|
280 |
65~100 |
图2 外形图
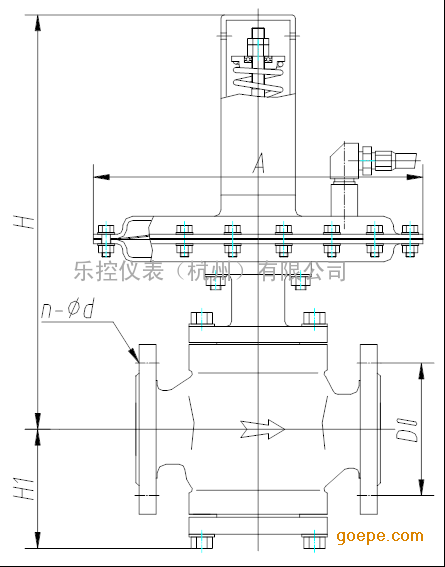
表3外形尺寸及重量 单位:mm
|
公 称 通 径 |
20 |
25 |
40 |
50 |
65 |
80 |
100 |
|
ΦA |
195 |
280 |
|||||
|
L |
184 |
184 |
222 |
254 |
276 |
298 |
352 |
|
H1 |
88 |
102 |
114 |
114 |
156 |
166 |
176 |
|
H |
285 |
337 |
344 |
344 |
386 |
396 |
406 |
|
重量(Kg) |
12 |
13 |
17 |
20 |
28 |
38 |
43 |
五、安装、维护与调试
检查整机零件是否缺损与松动,对使用有害人体健康的介质,必须进行强度、密封、泄漏与精度测试。
在安装前,对管道进行清洗(否则由于焊渣等管道垃圾,损坏阀芯密封面,导致阀门不能正常工作),阀门入口处要有足够的直管段,并配有过滤器。阀体与管道的法兰连接,要注意同轴度。
安装场地应考虑到人员与设备的安全,即便于操作,又有利于拆装与维修。
阀门应正立垂直安装在水平管道上,导压管必须安装在距离阀出口至少六倍于公称通径的阀后管道上。阀自重较大与有振动的场合,要用支撑架,尽量避免水平安装。
介质流动方向应与阀体上的箭头指向一致。因微压阀属于精密仪表,其中膜片直接承受介质压力,若阀门反装或管道有反冲压力,则膜片由于受压过高导致膜片损坏,阀门不能工作。阀门应在环境温度-25~+55℃场所使用。
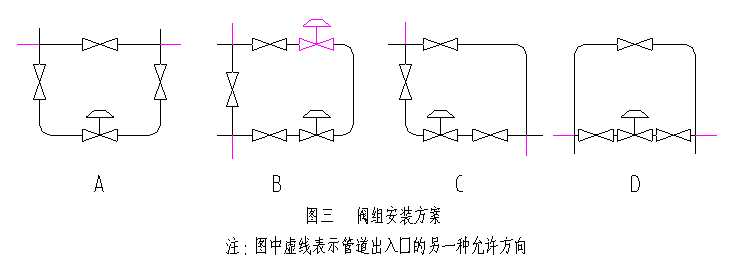
为使自控系统失灵或检修阀门时,仍能连续生产,应设置旁路阀(见图二)。
维护:
清洗阀门:对清洗一般介质,只要用水洗净就可以。但对清洗有害健康的介质,首先要了解其性质,在选用相应的清洗办法。
阀门的拆卸:将外露表面生锈的零件先除锈,但在除锈前,要保护好阀座、阀芯、阀杆与推杆等精密零件的加工表面。拆装阀座时应使用专用工具。
阀芯、阀座:二密封面有较小的锈斑与磨损,可用机械加工的方法进行修理,如损坏严重必须换新。但不管修理或更换后的硬密封面,都必须进行研磨。
阀杆:表面损坏,必须换新。
压缩弹簧:如有裂纹等影响强度的缺陷,必须换新。
易损零件:密封垫片与O型圈,每次检修时,全部换新。膜片必须检查是否有可能发生裂纹、老化与腐蚀等痕迹,根据检验结果,决定是否更换,但膜片使用期一般*多2~3年。
阀门组装要注意对中,螺栓要在对角线上拧紧,滑动部分要加润滑油。组装后应按产品出厂测试项目与方法调试,并在这期间,可更准确地调整填料压紧力与阀芯关闭位置。
调试:
所需要压力值是对执行器顶部的调节螺杆或螺母的操作而得到调整,打开顶部的防尘盖,用扳手调整调节螺杆或螺母。顺时针方向旋转使设定压力增大,逆时针旋转则使设定压力减小。安装在微、差压调节阀后的压力表,可使工作人员借以观察调整后的压力设定值。
注意事项:
严禁调压阀安装后再进行焊接。
调压阀投入运行前特别注意冲刷、清洗管道,防止焊渣、污物、卡在节流口,破坏密封面。造成使用前密封面先损坏,调压阀失效的现象。
冲洗管道时应使调压阀处于全开位置,便于污物、硬渣通过。

| 品牌: | 乐控仪表 |
| 型号: | ZZDX-16K |
| 加工定制: | 是 |
| 材质: | 304 |
| 连接形式: | 法兰 |
| 公称通径: | DN15~150 mm |
| 适用介质: | 氮气 |
| 压力环境: | 常压 |
 首页
首页 飞语
飞语 我的
我的 反馈
反馈